Wielostopniowe pompy nawierzchniowe przeznaczone są do zaopatrywania w wodę budynków mieszkalnych, podnoszenia ciśnienia w instalacjach. Ze względu na wysokie parametry hydrauliczne z powodzeniem stosowane są również w gospodarstwach rolnych, zakładach przemysłowych, systemach nawodnieni, przydomowych ogrodach, czy też na terenach ogródków działkowych
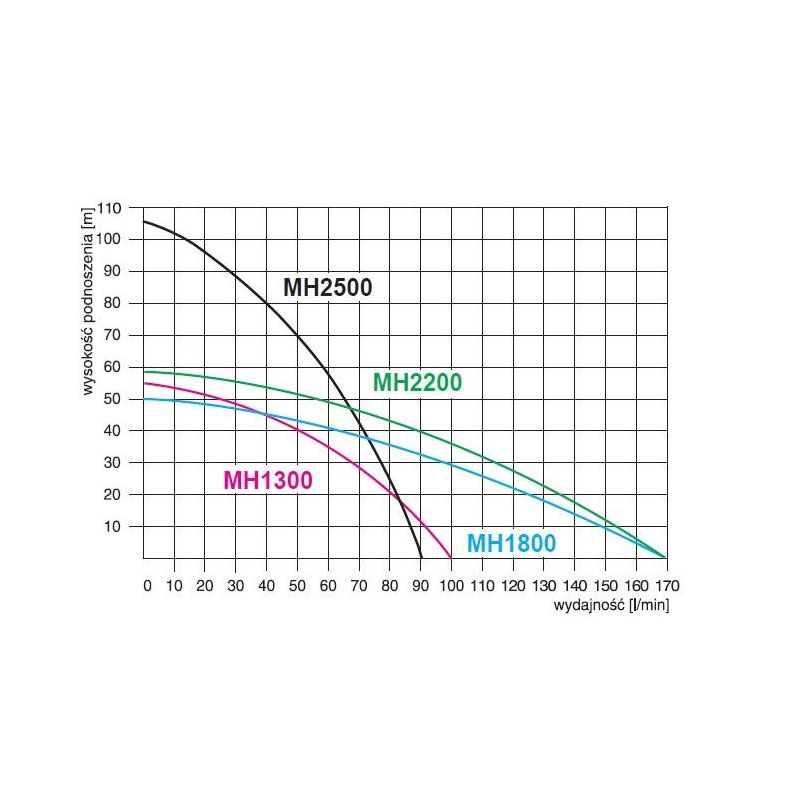
Wydajność maksymalna [l/min] 90 Wysokość podnoszenia maksymalna [m] 105 czyli na wyjściu daje 105Bar. trzeba stosować sterowniki do pomp – https://domtechniczny24.pl/sterowniki-do-pomp.html Moc silnika [kW] 2,5
Napięcie [V] 230 Króciec tłoczny1″x1″
Pompy szeroko stosowane w rolnictwie do zasilania w wodę instalacji wody zimnej. W zależności od modelu dobieramy wydajność i ciśnienie robocze:
Hej Często wykonanie kilku otworów w metalu sprawia nam masę problemów. Bo jest to operacja techniczna wymagająca bazowej wiedzy na temat skrawania. Nie wystarczy, zatem dobra wiertarka, wkrętarka i pierwsze lepsze wiertło. Wiercenie to inaczej usuwanie za pomocą wiertła niewielkich części obrabianego materiału, inaczej wiórów. W trakcie wiercenia mamy do czynienia z wytwarzaniem się temperatury i nagrzewaniem wiertła, elementu obrabianego i wiórów. Z siłami skrawającymi, które czasem wywołują uszkodzenie wiertła, i siłami tarcia powodującymi zmianę geometrii ostrza, czyli popularnie mówiąc wiertła się tępią.
Większość wierteł jest wytworzonych z stali HSS z różną zawartością kobaltu, ale to nie wszystko. Bardzo istotne jest aby wiertło było odpowiednio zaostrzone, mam na myśli, aby krawędzie skrawające były równej długość i ścin wiertła znajdował się w osi wiertła. Zapewnia nam to gwarancję, że obie krawędzie skrawające będą w ciągu wiercenia wykonywały identyczną pracę. Wiertło nie będzie miało bicia, powierzchnia otworów będzie dokładnie taka jak rozmiar wiertła. I co najważniejsze ograniczymy do minimum ogrzewanie się wiertła.
Następna sprawa to geometria ostrza, nie będę się za bardzo rozpisywał się w tej kwesti. Dodam tylko o korekcji ścinu. Wiertła z korekcją ścinu mają krótszy ścin i jednocześnie dłuższą krawędź skrawającą. Takimi wiertłami można robić otwory bez punktowania. Wybór wiertła będzie zależał od rodzaju obrabianego materiału. I tak najbardziej optymalne są wiertła NWKa HSS Baildon, da się nimi wiercić: stal konstrukcyjną, węglową, staliwo, żeliwo, opcjonalnie mosiądz, brąz, aluminium, tworzywo, drewno. NWWr- specjalne wiertła do wiercenia w blachach otworów pod nity. NWKa HSS-inox do wiercenia w stalach nierdzewnych.
Oprócz wiertła kluczowe są również parametry skrawania. Zależnie od tego, jakie elektronarzędzie wybierzmy: wiertarka stołowa, wiertarka ręczna, wiertarko-wkrętarka akumulatorowa. Będziemy mogli przystosować prędkość obrotową i posuw. Najlepsze parametry zapewniają nam wiertarki stołowe, ale nie wszędzie zdołamy je użyć. Zasadniczo możemy przyjąć zasadę, że niższe obroty i dużych nacisk zagwarantuje nam odpowiednie parametry skrawania. Przykładowo, stal nierdzewna otwór 8mm grubość 4mm, emulsja lub olej do chłodzenia, wiertło HSS-E Co5, wiertarka wiertarko – frezarka:
Obroty nie mogą przekroczyć 10m/min, a posuw nie może być większy niż 0,10 mm/obrót. Czyli innymi słowy możemy pracować z prędkością nieprzekraczającą 400obr/min. Ale ta prędkość nie jest optymalna. Zatem optymalnie będzie np.: 200obr/min, i posuw na każde 30 obrotów 1 mm (trzykrotnie mniej niż zalecane). Nader istotne jest chłodzenie wiertła w czasie wiercenia. Można stosować emulsje, oleje, spraye do wiercenia. Wystrzegać się należy wody, ponieważ nie ma ona żadnych właściwości smarujących, zaledwie chłodzące. Jedynie przy wierceniu żeliwa nie potrzebne jest smarowanie, min. z tego powodu, że grafit zawarty w żeliwie ma dobre właściwości smarne. Pozdrawiam
Witam Mamy w dzisiejszych czasach pojawia się masa różnych nowości, nie wiem czy to powiązane jest z kryzysem czy z pandemią. Bo chodzi o to, że trzeba produkować bez ustanku coś nowego, żeby nie wypaść z obiegu. Przeważnie firmy modernizują wygląd, albo jeden czy kilka parametrów i mamy nowiusieńki super funkcjonalny towar. To taki trend bo notoryczne zmiany to ruch w interesie i zysk. W takim wypadku konsument jest skazany na doświadczalny wybór i jedynie ocena nowego produktu, może nam odpowiedzieć czy mamy do czynienia z nowinką techniczną czy tylko z modyfikacją nazwy i designu.
Jest to też niezły sposób na podniesienie ceny, ale to inny temat. Ale powracam do tematu, Bosch wypuścił nowy wyrób młoto wiertarka GBH 2-28 DFV. Poza zmianą nazwy i wyglądu, otrzymujemy nowe parametry, czyli: 850W co przekłada się na powiększenie energii pojedynczego udaru. Natomiast GBH 2-28 dfr ma 880 watów mocy.
Czyli z 2,8J na 3,2J, czy to mało czy dużo zależy, do czego będziemy wykorzystywać, jeżeli do wiercenia pod ocieplenie wiertłami sds-plus o średnicy 10mm to nie ma to większego znaczenia. Może poza tym, że narzędzie będzie mniej obciążone. Z kolei jak w ręce złapie taką młoto-wiertarkę instalator i wsadzi wiertło sds plus dajmy na to 20 mm i długie na 500mm ( wiertła sds plus długie – https://domtechniczny24.pl/wiert%C5%82a-do-betonu.html )to dowie się, za co zapłacił. W takim przypadku taka moc i energia udaru są niezwykle przydatne. Poza tym młot GBH 2-28 DFV został wyposażony w sprzęgło przeciążeniowe, szczotkotrzymacz zamieniający obroty przy zachowaniu 100% mocy na lewych obrotach. I jeszcze uchwyt z redukcją wibracji.
Czy to jest istotne może oznajmić pracownik, który wierci bez ustanku caluśki dzionek a później nie może trzymać kubka z herbatą, bo mu się tak ręka trzęsie. Cena jak można się domyślać wyższa od modelu poprzedniego, ale tak to jest.
Składowanie narzędzi, śrub, kołków i innych wykorzystywanych w zakładach nie musi być uciążliwe. Wszystko zależy od wielkości dostępnego miejsca, inwencji i adekwatnych pojemników, organizerów, pudełek i zawieszek. Aby oszczędzić czas na ciągłe poszukiwania odpowiedniego przedmiotu, warto zainwestować w przydatne skrzynki narzędziowe i organizery.
W naszej ofercie znajdziesz szeroką gamę produktów ułatwiających układanie, transportowanie i przechowywanie od najmniejszych do większych narzędzi i materiałów. Skrzynki narzędziowe zaprojektowano tak, by najlepiej wykorzystać w nich miejsce. Właściwie przemyślany podział komór, pozwala na posegregowanie narzędzi stabilnie i trwale. Warto podkreślić, że wszystkie skrzynki w naszej ofercie wykonane są z bardzo wytrzymałych tworzyw. Możliwe jest więc przechowywanie w nich i przenoszenie wszystkich potrzebnych narzędzi, bez obawy, że plastik nie wytrzyma obciążenia i zostanie szybko uszkodzony. Dzięki dużemu aluminiowemu uchwytowi i aluminiowym zapięciom można w nich przechowywać i bezpiecznie przenosić aż do 30 kg ładunku. Organizery i pojemniki warsztatowe posłużą do segregacji bezpieczników, śrub, bitów, kluczy i innych drobnych elementów. Przezroczyste wieczka pozwolą w szybki sposób przejrzeć zawartość. Systemy przenośnych szuflad czy zawieszanych pojemników warsztatowych to dobry pomysł na zagospodarowanie ściany lub otwartych regałów. Wszystkie organizery, skrzynki i pojemniki, oprócz otwartych pojemników warsztatowych mają szczelne zamykania. Zabezpiecza to sprzęt przed wilgocią, kurzem i pyłem o który ta łatwo podczas np. szlifowania. Skrzynki narzędziowe są bardzo przydatne, zarówno zawodowcom, jak i osobom sporadycznie wykonującym naprawy w domu lub ogrodzie. Niedługo pojawią się bezbarwne pojemniki NUF bez wewnętrznych przegródek. Pozwoli to na składowanie sprzętu o większych lub nieregularnych kształtach. Przykładowo zasilacze z kablami, Dremel z wałkiem giętkim i kablem. Bo niby taki sprzęt jest mały ale zawsze mam kłopot co zrobić z przewodem. Kasty i wiadra można wykorzystać do przenoszenia i transportu zabrudzonych lub uszkodzonych części maszyn, pomp lub innych elementów.
Charakterystyka gazów technicznych wykorzystywanych w spawalnictwie.
Witam
Dzisiejszy artykuł będzie dotyczył gazów technicznych stosowanych w spawalnictwie, do lutowania, w technice warsztatowej. Gazy te można podzielić na gazy osłonowe, atmosferyczne i gazy palne.
Do gazów palnych zaliczamy Acetylen, tlen, propan, butan, wodór.
Gazy te lub ich mieszanki w czasie spalania generują wysoką temperaturę wykorzystywaną do topienia, cięcia i podgrzewania metali.
Acetylen.
Jest gazem wytwarzanym podczas reakcji karbidu z wodą. Acetylen w trakcie spalania daje najwyższą temperaturę spośród wszystkich gazów przemysłowych. Jest najbardziej wydajny, aczkolwiek jego wartość kaloryczną nie jest wysoka, to w obszarze środkowego płomienia emituje bardzo wysoką i skoncentrowaną temperaturę. Do kompletnego spalenia się potrzebuje niewielkie ilości tlenu, dzięki temu płomień zawiera śladowe ilości wilgoci. Spalając się generuje płomień, który nie utlenia obszaru spawanego czy powierzchni lutowanych. Ta cecha sprawia, że powierzchnie nie zawierają tlenków, doskonale nadaje się więc do grzania punktowego, lutowania twardego, spawania i cięcia. Ze powodu tego że acetylen jest lżejszy od powietrza, jest jedynym gazem palnym zalecanym do poniżej powierzchni ziemi. Gaz ten przechowywany jest w stalowych, bezszwowych butlach pod ciśnieniem 1,5MPa, wypełnionych masą porowatą i acetonem, w którym jest częściowo rozpuszczony. Butle acetylenowe są malowane na kolor kasztanowy. Gaz do palnika podawany jest przez specjalnyreduktor acetylenowy, który zmniejsza ciśnienie do wartości roboczej. Oprócz reduktorów stosuje się również bezpieczniki. Bezpiecznik do acetylenu ma zawór zwrotny, który zapobiega przepływowi gazu w kierunku przeciwnym do zwyczajnego. Oraz zaporę płomieniową, która chłodzi płomień i go wygasza. Bezpieczniki montuje się najczęściej na palniku i przy uchwycie.
Tlen, gaz bezwonny i bezbarwny.
Gaz niezbędny w procesie spalania, cechuje się dużą reaktywnością i z tego powodu w procesach spawania czy lutowania powietrze jest mieszane z tlenem. Dodatek tlenu podnosi temperaturę spalania, poza tym sam proces zachodzi szybciej, płomień jest stabilny i czysty. Przechowywany jest w butlach pomalowanych na niebiesko. Podawany jest przez reduktor tlenowy, który obniża i stabilizuje jego ciśnienie. Ze względu na bezpieczeństwo używa się bezpieczniki tlenowe, zarówno przy reduktorze jak i przy palnikach.
Propan. Otrzymywany jest z gazu ziemnego. Jest gazem bezbarwnym łatwopalnym a czystość spalania propanu czyni go idealnym dla wielu zastosowań w przemyśle. W technice stosuje się go do lutowania miękkiego i twardego, grzania, opalania. Najwyższą wartość energetyczną otrzymuje się w połączeniu z tlenem. Propan jest stosunkowo tani i łatwo osiągalny, przez co ma szerokie zastosowanie w przemyśle warsztatowym. Sprzedawany jest w butlach o różnej objętości, jak również w kartuszach jednorazowych.
Wodór.
Niesłychanie szeroko wykorzystywany w różnych gałęziach przemysłu:
Zmieszany z tlenem spala się w temperaturze 2850 st i jako taka mieszanina jest wykorzystywany do cięcia stali pod wodą.
W formie płynnej ma zastosowanie w silnikach rakietowych.
Stosowany jako składnik mieszanek gazów osłonowych w spawaniu stali nierdzewnych, austenitycznych metodą TIG.
Odrębną grupę gazów i ich mieszanin stanowią gazy osłonowe. Mają one kluczowy wpływ na jakość i efektywność procesów spawalniczych. Przede wszystkim chronią łuk i spoinę przed wpływem gazów z atmosfery. Ponad to modyfikują ją i przez to mają dodatni wpływ na cechy spoiny i otoczenia spoiny, takie jak wytrzymałość, odporność na korozję, redukcję odprysków, wielkość i głębokość wtopu i na obciążenia dynamiczne. Na rynku występuje wiele mieszanek, proces ich doboru, specjalizacja i zastosowania stają się coraz większe.
Dwutlenek węgla.
Szczególne właściwości dwutlenku węgla, na przykład jego obojętność w reakcjach oraz duża rozpuszczalność w wodzie,powoduje że jest on wykorzystywany w chyba wszystkich gałęziach przemysłu. Nie będę wyszczególniał wszystkich tylko te najciekawsze: w ogrodnictwie i akwarystyce w dokarmianiu roślin, w gaśnicach, w leczeniu kriogenicznym, uzdatnianiu wody pitnej, w przemyśle spożywczym do produkcji bąbelków:) w napojach i do zasilania markerów paintballowych. W spawalnictwie sam dwutlenek węgla jest już coraz mniej używany. w technice MIG bardziej skuteczna jest jego mieszanka z argonem. Nie powoduje ona tak niechcianych odprysków i dymu, a spoiny mają o wiele lepsze właściwości mechaniczne. Stosowany jest jako gaz osłonowy do spawania półautomatami stali konstrukcyjnej metodą MIG. Sprzedawany w butlach pod ciśnieniem o różnych objętościach. Butla z gazem co2 jest najczęściej koloru szarego z zielonym paskiem.
Argon jest bezbarwnym i bezzapachowym gazem, cięższym od powietrza. Najważniejszą właściwością chemiczną argonu jest jego obojętność chemiczna. Dlatego jest niemal idealnym gazem osłonowym podczas spawania. Wykorzystywany w technice spawania łukowego TIG i MIG.
Ponieważ jest gazem niereaktywnym to stosuje się go do spawania materiałów wyjątkowo narażonych na utlenianie w wysokich temperaturach, takich jak aluminium, stal kwasoodporna, wysokostopowa.
Mieszanki argonu i dwutlenku węgla. Cieszący się popularnością Argomix to mieszanka osłonowa utleniająca do spawania metodą MAG stali konstrukcyjnych. Gwarantuje redukcję odprysków, dobre właśiwości mechaniczne spawu i sprawne chłodzenie uchwytu. Przechowywany w butlach o podobnych parametrach co dwutlenek węgla. Również reduktory Co2 i MIX stosowane są zamiennie.
Hel.
Wesoły gaz, miałem ostatnio okazję łyknąć go na weselu i mówić cienkim głosem, to tak na marginesie.
Gaz ten jest używany w wielu dziedzinach przemysłu. W spawalnictwie używany jako mieszanka z argonem, tlenem, azotem i dwutlenkiem węgla. Mieszaniny te w zależności od składu używa się jako gaz osłonowy do spawania metodą TIG lub MIG stali niestopowych i niskostopowych, stali wysokostopowych, aluminium oraz metali nieżelaznych. W porównaniu z argonem daje łuk o większej mocy i powoduje głębsze wtopienie, a spaw jest szerszy. Wadą Helu jest trudne zajarzenie łuku.
Azot zarówno w czystej postaci jak i w mieszankach stosowany do spawania TIG stali duplex i austenitycznych, które to stale mają zwiększoną zawartości azotu. W procesie spawania nie dochodzi do spadku tego pierwiastka i zarówno spoina jak i grań zachowuje wysoką odporność na korozję i wysokie właściwości mechaniczne.
Witam Prędzej czy później każdego z nas dorwie remont. Człek już tak ma, że nie może egzystować przez cały czas w tym samym środowisku, cenimy przemiany. Da się zmienić kolor ścian, niekiedy wystarczy nawet przestawić meble lub zawiesić coś na ścianie. Może to być drobiazg z wczasów, dowolny malunek albo gadżet. Czasem trzeba coś zamienić, bo się spaprało, albo niedobrze działa. No tak było u mnie z drzwiami, zaczęło się od tego, że ocieplaliśmy budynek wolnostojący i przedsiębiorstwo, która nam to wykonywała myła budynek z zewnątrz myjką, bo mieliśmy pomalowane wsio wapnem i podłoże nie było spójne. Tak się fachowcy przyłożyli do pracy, że myjąc ściany polecieli także drzwi wejściowe i futryny. A toć ta woda zapiernicza z ciśnieniem 100 atmosfer, albo więcej. I ta woda powciskała się pomiędzy drzwi i futrynę, zalała podłogę. O ile wodę w koło drzwi wejściowych można wytrzeć ścierką to tą, która weszła między futrynę i mur i tą, która została wtłoczona w drzwi gorzej. Na konsekwencja nie trzeba było długo oczekiwać. Po kilku dniach ujrzałem, że klamka do drzwi ciężko chodzi i drzwi ocierają o krawędź zaczepu. Ciężko było przekręcić klucz w wkładce. Musiałem dociskać klamkę i wtedy dało radę. Po jakimś czasie wszystko zaczęło powracać do normy, tylko pojawiła się szpara między zawiasami i futryną. Nieco przypiłowałem pilnikiem tą blaszkę gdzie wchodzi zaczep zamka, jak się przekręca wkładkę i jakoś tam było. Kłopot zaczął się zimą, jak padał śnieg i mocno wiało to w niejedynym miejscu wpadało nam do wnętrza. Nie pomogły uszczelki, bo jak uszczelniłem od strony zawiasów to mi się drzwi nie chciały zamykać, a jak zamknąłem na siłę to się pojawiła szpara od strony zamka. Czyli kicha, futryna pogięta, drzwi zwichrowane, wypada wymienić. W rzeczy samej nie w zimie, ale na wiosnę. I tak się przymierzaliśmy do drewnianych, aluminiowych. Wybór padł, na aluminiowe, bo się nie powyginają jak je zaleje. Wyłączną wadą jest to, że nie ma tak dużego wyboru klamek jak w wypadku drzwi drewnianych, zaledwie wkładki są takie same, no, ale coś za coś. Ostateczne zamówiliśmy u stolarza drzwi drewniane a do nich klamka z szyldem do drzwi zewnętrznych i zamek Gerda jako dodatkowe zabezpieczenie.
Jeżeli już mowa o wkładkach to warto przy doborze pomierzyć se odległości od środka drzwi do brzegu szyldów. W przypadku drzwi aluminiowych zewnętrznych nie ma wkładek standardowych, rozmiary są różne. My wybraliśmy wkładkę z jednej strony gałka od wewnątrz a z drugiej standardowo klucz. Jak co to można szybko zamknąć od wewnątrz na gałkę a nie zabawiać się kluczem.
Cześć
Liny stalowe jak dużo różnych produktów technicznych wytwarzane są w różnych gatunkach i mają różne przeznaczenie.
Liny stalowe są powszechnie stosowane w takich urządzeniach przemysłowych, jak maszyny budowlane wyciągarki, różnego rodzaju urządzenia transportowe żurawie, liny służące do przymocowania ciężarów w czasie ich przenoszenia zaczepy ładunków.
Wybór budowy liny do danego urządzenia zależy w głównej mierze od budowy urządzenia i warunków eksploatacji. W poniższym artykule skupię się na linach sztywnych, pracujących na rozciąganie i linach elastycznych które mogą pracować na rolkach o różnej średnicy.
Istotne kryteria poprawnego doboru konstrukcji lin stalowych.
– Liny stalowe o konstrukcji 1×7 1×19 i 1×37
Używane przede wszystkim w przypadkach w których lina pracuje jedynie na rozciąganie, a więc w wypadku lin naciągowych (np. maszty telewizyjne|liny pod kable telefoniczne|liny do nacigu siatki|liny do zrywek|liny do zawiesi dźwigowych, ładunkowych}. Liny z cienkich drutów mogą być stosowane jako linki sterownicze przenoszące siły w różnych urządzeniach przemysłowych (np. linki hamulca bądź gazu. Typowym parametrem wyróżniającym linki o takich konstrukcjach jest ilość drutów. Jeżeli linka jest bardziej elastyczna to mniej odporna na ścieranie, im sztywniejsza to bardziej odporna na zrywanie i ścieranie.
– Liny stalowe o konstrukcji 6×7 6×19 6×37
Liny te użytkowane są wtedy kiedy lina pracuje na kołach lub krążkach linowych – rolki na linkę, i gdy oprócz wytrzymałości wymaga się od niej odpowiedniej giętkości. Liny o konstrukcji 6×7 charakteryzują się znaczną odpornością na ścieranie przy niewielkiej elastyczności.
Teraz kilka terminów, które pozwolą nam dobrać linę do naszych potrzeb.
WYTRZYMAŁOŚĆ LIN i podawana siła zrywająca.Wszystkie liny posiadają deklaracje zgodności. poniżej deklaracja zgodności lina stalowa 6**7 5mm
Siłę zrywająca z reguły podaje się w newtonach N lub w wielokrotnościach tej jednostki. Dla uproszczenia przyjmuje się, że
1daN=1kg a dokładniej 1daN=1.019716, jednak w naszym przypadku dokładne obliczanie jest niepotrzebne.
W zaokrągleniu:
1N=0,1kg
1daN (deka)=1kg
1kN (kilo)= 100kg
Patrząc na siłę zrywającą dla liny podawaną przez producenta należy nie zapominać, że jest ona wyznaczana w laboratoryjnych warunkach.
liny zrywane są w optymalnych warunkach laboratoryjnych (temperatura, wilgotność itp.)
lina poddawana testom nie jest narażona na promieniowanie UV i związki chemiczne, wodę piach itd.
wyrób jest nowy i nie ma uszkodzeń, które występują podczas zwykłego użytkowaniu (przetarcia, zagniecenia)
wyrób w ciągu zrywu mocowany jest w stosownych uchwutach, które nie wywołują osłabienia liny (zryw liny jest prawidłowy jeżeli następuję w pewnej odległości od szczęk). Tym idealnym warunkom, można teraz przeciwstawić linę, która podczas codziennej pracy narażona jest na szereg niekorzystnych czynników.
Współczynnik bezpieczeństwa v. Jest to wielkość powstała z stosunku siły zrywającej do maksymalnego bezpiecznego ciężaru lub siły. Im wyższy współczynnik tym bezpieczniejsza praca. W zależności od warunków wskaźnik inaczej będziemy podawać w wciągarkach poziomych i linkach. I tak dla przykładu: w górnictwie oo 1973 roku według Przepisów Technicznej Eksploatacji Kopalń (PTEK), lina w bębnowym urządzeniu wyciągowym powinna mieć stały współczynnik bezpieczeństwa co najmniej 6 przy wyciąganiu urobku i 8 do jazdy ludzi. W wyciągach z kołem pędnym wymagany współczynnik bezpieczeństwa wynosił 7 w przypadku wyciągania urobku i 9 do jazdy ludzi. W wypadku lin stosowanych w wciągarkach jednokierunkowych leżących ( np do naciągu siatki lub wciągania samochodu) współczynnik bezpieczeństwa nie przekracza 3. Ilorazem posługujemy się w następujący sposób. Jeżeli będziemy transportować jakiś ładunek m=200 daN to do tego celu powinniśmy użyć liny liny o wytrzymałości v*200 daN= 1600 daN ( założenie współczynnika bezpieczeństwa v=8).
Poniżej deklaracja zgodności lina stalowa 6*19 12mm, w tym momencie najgrupsza jaką mamy na stanie.
Sposób mocowania lin również wpływa na ich wytrzymałość. Liny stalowe zamknięte na kauszach o odpowiednim promieniu w miejscu zgięcia nie tracą swojej wytrzymałości ( liny sztywne powinny mieć większe kausze). Sposób zaciśnięcia lin zaciskami w dużym stopniu osłabia linę. Dlatego warto używać zaciski przeplatane lub zagniatać liny tulejami. W najwyższym stopniu skuteczną metodą jest przeplatanie, ze powodu na charakter lin stalowych bardzo rzadko stosowane.
– Elastyczność
Elastyczność liny jest wyznaczona przez stosunek metalicznego przekroju do ilości drutów w konstrukcji. Przyjmuje się, że przy większej ilości splotek i drutów liny są bardziej elastyczne.
– Zgniatanie
Cecha ten ma unikalne znaczenie w wielokrążkowych urządzeniach dźwigowych, w których liny narażone są na miejscowe odkształcenia. W takim wypadku liny elastyczne wielozwojowe są znacznie bardziej trwałe na ewentualne uszkodzenia. Używanie lin z rdzeniem stalowym dodatkową zwiększa odporność na zgniatanie, niestety w przypadku lin klasycznych zmniejsza się wtedy zdecydowanie ich elastyczność.
– Smarowanie ( smary suche np PTFE doskonały do linek w pancerzach lub na zewnątrz)
W zależności od potrzeb i typowych wymagań liny mogą być smarowane. Dobrze posmarowane liny są chronione podczas składowania i użytkowania. Większość nowych lin jest nasmarowana fabrycznie, w trakcie eksploatacji mówimy o kolejnym smarowaniu lin. Liny przed smarowaniem muszą być wyczyszczone następnie smarowane smarami:
suchymi nie powodującymi przyklejania się brudu
o znacznej penetracji
o długotrwałej ochronie antykorozyjnej, przeciw zamarzającej.
To tyle pozdrawiam.
Centrala COSMO jest rozwiązaniem w którym zastosowano transmisję sygnału typu duplex, a połączenie unifonu słuchawkowego z panelem przyzywowym wykonano linią dwuprzewodową. Linią tą przesyłane są następujące sygnały:
• wywoławczy (dzwonek),
• akustyczny (mowa),
• sterujący zaczepem elektromagnetycznym.
W skład zestawu domofonowego wchodzą:
• centrala Cosmo z daszkiem natynkowym,
• 2 unifony słuchawkowe SMART w kolorze białym, z dodatkowym przyciskiem,
• zasilacz prądu zmiennego 11,5V 800mA,
• cztery breloki zbliżeniowe RFID,
• klucz do montażu.
Najważniejsze cechy charakterystyczne zestawu to:
• prostota montażu,
• obsługa breloków zbliżeniowych RFID,
• specjalne, nietypowe wkręty uniemożliwiające dostęp osobom niepowołanym do wnętrza panelu,
• odporność na warunki atmosferyczne – aluminiowa pokrywa czołowa zabezpieczona antykorozyjnie poprzez anodowanie oraz obudowa wykonana z tworzywa ABS,
Kłaniam się, dzisiaj trochę o metodzie klejenia, łączenia sztucznych, za pomocą spoiw do plastików i opalarek na gorące powietrze
Jeśli chodzi o sposoby spajania tworzyw sztucznych to można je podzielić na te, które dają się klejąc i na te, które nie dają sie skleić. Ja zajmę się tą drugą grupą. Nadmienię jedynie, że do tworzyw, które można bez trudu skleić należą PVC, ABS, jeżeli nie mamy pewności czy dane tworzywo można skleić to starczy na ściereczkę rozlać acetonu i subtelnie potrzeć w miejscu niewidocznym. Jeżeli tworzywo zostanie rozpuszczone to można je kleić.
Definicja kleić wykorzystuję tutaj do trwałego połączenia. Są, bowiem kleje topliwe wyciskane z pistoletu do kleju na gorąco, zespolą one faktycznie wszelkie materiały, ale w przypadku tworzyw takie połączenie nie będzie się charakteryzować wielkimi parametrami wytrzymałościowymi. Można stosować kleju topliwego na ciepło, w drobnych reperacjach, przyklejaniu listew, zabawek, tworzeniu ikeban, w elektronice do łączenia przewodów do obudowy, czy innych niewymagających od spoiny dużych parametrów wytrzymałościowych.
Wtrącę jeszcze o klejach rozpuszczalnikowych, dwuskładnikowych, cyjanoakrylowych i innych nowoczesnych. Te kleje zależnie od przygotowanej powierzchni również nie spajają na stałe tworzyw nie klejalnych, typu PP, PE. Ale jest to rzecz do oddzielnego rozważania.
Zajmijmy się, zatem łączeniem tworzyw techniką spawania z użyciem nagrzewnic, opalarek do plastiku, i spoiw do plastików. Tą metodą można łączyć wszelkie tworzywa termoplastyczne, tzn. takie, które pod wpływem temperatury topią się i twardnieją po schłodzeniu. Do takich tworzyw należą polipropylen PP, polietylen PE, polichlorek winylu PVC, akrylobutylostyren ABS, rzadziej polistyren PS, i poliamid PA.Tworzywa te są bardzo powszechnie wykorzystywane w naszym otoczeniu, wiele części obudowy w maszynach do obróbki metalu, samochodach, elektronarzędziach i innych sprzętach jest wytworzona z tych materiałów. W wielu przypadkach się zdarza, że ulegają one zniszczeniu, jeśli wymiana nie kosztuje dużo to odpowiedniej się nie zastanawiać i nabyć nową część, jeżeli natomiast część jest droga lub trudnodostępna, można wykorzystać spawanie. Spoiwo takie charakteryzuje się wysoką, jakością i estetyką. Można je później obrabiać, szlifować. Dzieje się tak, dlatego, że podczas spawania zachodzi pomiędzy elementami łączonymi i spoiwem dyfuzja cząsteczek, a po wystudzeniu trwałe łącze. Warunkiem trwałej dyfuzji jest odpowiednia temperatura a spoiwo musi być z tego samego polimeru. Technologia ta bazuje na jednoczesnym podgrzaniu elementów łączonych i spoiwa, dobór temperatury jest podporządkowany do rodzaju tworzywa:
PP około 250oC
PEHD około 300oC
ABS około 350oC
Aby mieć pełną kontrolę nad temperaturą zaleca się stosowanie opalarki lub inaczej nagrzewnicy gorącego powietrza z dostrajana temperaturą a najodpowiedniej z wyświetlaczem np. opalarki Steinem HL lub HG, nagrzewnica Bosch GHG. Trzeba napomknąć, że przegrzanie spoiny lub materiałów łączonych może powodować płynięcie spoiny podczas łączenia i wadę wytrzymałości.
Ważne jest również, aby wszystkie elementy były podobnie uplastycznione, dlatego trzeba używać spoiwa o podobnej grubości, co materiał łączony lub dostosować szybkość nagrzewania do prędkości uplastyczniania sie elementów. Kolejną istotna rzeczą jest odpowiednie dociśnięcie spoiny, można to osiągnąć nakładając na koniec nagrzewnicy odpowiednie dysze do opalarek z języczkiem, którymi przyciskamy spoinę.
I na koniec niektóre przykłady użycia tworzyw, jeżeli nie mamy pewności powinno się zrobić próbę na niewidocznej części elementów łączonych.
PP – zderzaki i listwy samochodowe, obudowy, kołnierze, osłony, elementy tapicerki, filtry, rury odpływowe kielichowe, skrzynki akumulatorów, obudowy urządzeń.
PEHD – wanny, kosze, karnistry, zbiorniki, opakowania transportowe, wiadra, pojemniki, zbiorniki spryskiwaczy, zbiorników wyrównawczych, kanałów klimatyzacji i nawiewu.
ABS – obudowy komputerów, AGD, RTV, części samochodowych.