Wielostopniowe pompy nawierzchniowe przeznaczone są do zaopatrywania w wodę budynków mieszkalnych, podnoszenia ciśnienia w instalacjach. Ze względu na wysokie parametry hydrauliczne z powodzeniem stosowane są również w gospodarstwach rolnych, zakładach przemysłowych, systemach nawodnienia, przydomowych ogrodach, czy też na terenach ogródków działkowych.
Prezentujemy Państwu urządzenie do zadań specjalnych firmy IBO. Jest to uznany producent, którego sprzęty cieszą się dużą popularnością. Podobnie jak wszystkie inne jego produkty, również ta pompa wykonana jest w oparciu o sprawdzony i zgodny z normami projekt. W uzwojeniu silnika zamontowano specjalne zabezpieczenie termiczne, które zwiększa żywotność urządzenia. Do jej budowy zastosowano także bardzo trwałe materiały wysokiej klasy. Są to stal nierdzewna oraz żeliwo. Oba cechuje niezwykle wysoka wytrzymałość i odporność na uszkodzenia mechaniczne, warunki środowiskowe, jak i niektóre substancje chemiczne. Dlatego właśnie oferowana tu pompa ma tak szerokie zagotowanie.
Dzięki temu, że nadaje się do stosowania w agresywnym środowisku, jakim są ścieki, można ją wykorzystać między innymi do:
opróżniania szamb z fekaliów,
usuwania wody z zalanych pomieszczeń i budynków,
wypompowywania wody z różnych zbiorników wodnych,
do zastosowań podczas pożarów.
Przemyślana konstrukcja
Sprawdzi się też w przepompowniach ścieków, jako że znosi pracę w niesprzyjającym środowisku. Charakterystyczne dla tej serii pomp jest wirniki typu Vortex z przelotem 40 mm. Pompę wyposażono w silnik o mocy 1,1 kW. Maksymalna wydajność pompy to aż 420 litrów na minutę. Dzięki temu wypompowywanie ścieków z szamba odbywa się bardzo szybko i sprawnie. Całe urządzanie wykonane jest tak, aby jego użytkowanie było jak najbardziej intuicyjne i łatwe. Jej krócieć umożliwia podłączenie węża tłocznego przy użyciu opaski lub szybkozłącza.
Dużą popularnością pompy cieszą się wśród rolników, a także firm zajmujących się przepompowywaniem wody i ścieków. W naszej ofercie znajdą Państwo także różnego rodzaju elementy i akcesoria, które mogą okazać się niezwykle pomocne podczas użytkowania pomp. Zachęcamy do zapoznania się z nimi. Cechy produktu Parametry pompy
Wydajność maksymalna [l/min]
420
Wysokość podnoszenia maksymalna [m]
9
Maksymalna średnica zanieczyszczeń [mm]
40
Moc silnika znamionowa [kW]
1,1
Napięcie [V]
230
Maks. prąd uzwojenia [A]
7,7
Króciec tłoczny
DN50 (2")
Gwarancja
24 miesiące
Wysokość [cm]
48
Szerokość [cm]
30
Akumulatorowa wiertarko-wkrętarka udarowa GSB 18V-90 C
GSB 18V-90 C Professional to wydajna akumulatorowa wiertarko-wkrętarka udarowa z silnikiem bezszczotkowym, zapewniająca najwyższą wydajność dzięki momentowi obrotowemu 64 Nm oraz prędkości obrotowej 2 100 min–1. Kompaktowy korpus o długości 175 mm zapewnia komfortową pracę. Wytrzymały metalowy uchwyt wiertarski 13 mm zapewnia doskonałe przeniesienie momentu obrotowego podczas każdego zadania. Wiertarko-wkrętarka udarowa zapewnia bardzo wysoki poziom kontroli narzędzia, co pozwala lepiej chronić zdrowie użytkowników, ale także chroni samo narzędzie: interfejs HMI umożliwia włączenie funkcji KickBack Control, która pozwala zredukować ryzyko nagłej reakcji narzędzia w przypadku zaklinowania osprzętu w materiale. Dodatkowo włączane precyzyjne sprzęgło powoduje wyłączenie się narzędzia po osiągnięciu ustawionego zakresu momentu obrotowego, co redukuje zużycie sprzęgła i zmniejsza hałas.
Dane techniczne
Poziom szumów A-ważony poziom szumów elektronarzędzia wynosi typowo: poziom ciśnienia akustycznego 99 dB(A); poziom mocy akustycznej 88 dB(A). Błąd pomiaru K= 5 dB.
Wymiary narzędzia (szerokość) 77 mm
Wymiary narzędzia (długość) 175 mm
Wymiary narzędzia (wysokość) 210 mm
Maks. średnica wiercenia w drewnie 68 mm
Napięcie akumulatora 18,0 V
Moment obrotowy (wkr. miękkie/twarde/maks.) 36/64/- Nm
Poziom ciśnienia akustycznego 99 dB(A)
Poziom mocy akustycznej 88 dB(A)
Błąd pomiaru K 5 dB
Prędkość obrotowa bez obciążenia (1. / 2. bieg) 0 - 630 / 0 - 2.100 min-1
Zakres mocowania uchwytu wiertarskiego min./maks. 1,5 / 13 mm
Ciężar bez akumulatora 1.2 kg
Liczba zakresów momentu obrotowego 21
Maks. średnica wiercenia w stali 13 mm
Maks. średnica wkrętów 12 mm
Wyposażenie
Wkrętarkę GSB 18V-90 C można nabyć bez akumulatora lub z akumulatorami.
Dzień dobry teraz temat z korzeniami w okresie realnego socjalizmu. Nie każdy czytający będzie pamiętać, co to. Udało mi się w końcu pociąć stary, zardzewiały nasz komin. Rodziciele niemało lat temu zbudowali cieplarnię, taki za komuny był przykaz: na terenie rolniczym nie można było wybudować jedynie domu z trawniczkiem i kwiatami. Trzeba było postawić jeszcze jakiś obiekt gospodarczy połączony z rolnictwem czy ogrodnictwem. Miał to być bez wątpliwości budynek nie folia na pomidory. I tak rozpoczęła się batalia moich rodziców z ogrodnictwem. Postawili szklarnię, kotłownię i wiadomo jak kotłownia to komin. Obecnie to jak coś wznosimy to najpierw jest projekt, pozwolenie i tak dalej a później kasa i materiały.
Za komuny i tu trochę historii dzieci moje nie było takiego schematu. Komin w planach miał być murowany, ale ojciec nie zdobył przydziału cegły, ta co była starczyła ledwie na dom. Ale kombinowanie to podstawa, więc jak zaczęli budować ciepłociąg w naszej okolicy to załatwiło się trochę rur średnicy 400 mm. Stalowych oczywiście, po przyspawaniu kołnierzy można było skręcić komin. Odcinki przykręcone zostały śrubami. I tak komin stał sobie i korodował przez wiele lat. Ale wszystko się kiedyś kończy.
Korozja zżarła spód tak, że nie było już w paru miejscach w ogóle stali. Trzeba było, więc komin rozebrać, bo bałem się że jak mocniej zawieje to runie. Rozebrać chciałem co najmniej do połowy, bo mam dołączone mój piec do wytopu do niego. Podjechał dźwig, przecięliśmy szlifierką kątową śruby i komin poległ na ziemi.
Dwa odcinki po 2,5 metra, grubość różnie, od około 15 milimetrów do 10 mm. Chociaż w niektórych miejscach było 10 mm stali i z 10 -15 mm rdzy. To dawało razem ponad 20mm. Przecinarka plazmowa Telwin ma rożne bajery i podaną maksymalną grubość cięcia 20 mm. I jest to parametr jak najbardziej prawidłowy, można nią ciąć takie grubości. Ale jak się przekonałem przy maksymalnym amperażu potrafi się nagrzać i wyłączyć. Z tego powodu powinno się ją trzymać nie na słońcu tylko bardziej w cieniu i zapewnić dobre chłodzenie. Po co ma słoneczko dodatkowo podgrzewać, przecinarka plazmowa nie plażowicz na plaży.
Część z komina zaplanowałem zastosować pod kowadło i młot resorowy. Ale wypadało to wszystko pociąć, więc zebrałem się pewnego przepięknego dnia, a słonko wtedy jeszcze tak wspaniale świeciło. Założyłem ciuchy robocze, maska przeciw pyłowa na twarz ( bo mam alergię) i do roboty. Na początku chciałem ciąć szlifierką kątową, ale taka ciężka rura leżąca na ziemi sprawiłaby mi kłopot. Na pewno prędzej czy później tarcza do cięcia by się zakleszczyła. Rura waży masę i to był szkopuł. Więc pozostała mi przecinarka plazmowa. Moją plazmówkę mam od 2 lat i choć sporo mnie kosztowała to nie używałem jej za często. Raz wyciąłem z blachy nierdzewnej krążki do grilla innym razem podcinałem regały. Aby przecinarka plazmowa prawidłowo działała trzeba dostarczyć jej sprężone powietrze i to dużo powietrza, bo jak będzie za mało lub nie będzie odpowiedniego ciśnienia to zaraz dysza się przepali i nie pomoże preparat antyodpryskowy ani nic innego. Ja podaję powietrze wężem 12 mm, nie dławi on tak jak na przykład spiralne. Całość przed cięciem wyglądała tak:
Kredą zaznaczyłem miejsce cięcia, miejsce styku masy musiałem ostro przeszlifować tarczą listkową, bo było masę rdzy. Trochę się obawiałem czy plazma nie będzie szwankować ze względu na rdzę, w niektórych miejscach były nawet skorupy do 10 mm!! Ale Telwin Plasma 60HF dał sobie radę w niecałe 20 minut pociąłem wszystko. Cięcia nie były za równe, jeżeli się tnie z ręki na powierzchni takiej jak rura a do tego grubości są różne to nie ma się czego spodziewać. Wyszło jak wyszło jestem zadowolony. Dysze do plazmy się nie zabrudziły, bo co jakiś czas psikałem sprayem przeciw odpryskom Spawmix. I nawet jak się coś przyczepiło do dyszy to szczotką mosiężną wszystko wytarłem do czysta. Pocięte fragmenty leżą sobie i czekają na wykorzystanie:
Część przyspawam do starego komina, z 2 odcinków zrobię cokoły napełnione betonem pod kowadło i młot resorowy. Na złom nie wywiozę trochę szkoda mi a może się na coś przyda.
Pierwsza część będzie odnosić się do poziomic i stalowych liniałów. W współczesnych czasach intensywnego rozwoju techniki i technologii, pomimo maszyn cnc, komputerów produkcja seryjna detali o jednakowych wymiarach nie jest do końca wykonalna. A to dla tego, że maszyny, linie produkcyjne nie są super dokładne podobnie jak narzędzia frezujące czy szlifujące.
Dla tego konstruktor określa, w jakich ramach mogą się zawierać rzeczywiste wymiary gotowego wyrobu, inaczej ustala w dokumentacji tolerancję. Zatrudniony wiedząc, w jakim przedziale wymiarowym może być detal, korzysta z różnych instrumentów pomiarowych: suwmiarki, mikromierze, sprawdziany, szablony, głębokościomierze, wzorce, aby określić zgodność z projektem – https://domtechniczny24.pl/suwmiarki-i-mikrometry.html
Narzędzia pomiarowe dzielą się na, wzorce i przyrządy pomiarowe. Wzorzec pomiarowy jest to element stały np. liniał lub wiązka laserowa, odtwarzająca miarę danej wielkości z wyznaczoną dokładnością. Mogą one odtwarzać jeden wymiar lub kilka.
Przykładowo: wzorzec zarysu gwintów składa się z pojedynczych wzorców gwintu, metrycznego i calowego. Jest on połączony w komplet. Podobnie popularny szczelinomierz składa sie z wielu listków o ustalonej grubości. Natomiast przymiar liniowy, powszechnie zwany liniałem lub linijką, to wzór długości z naciętymi kreskami milimetrowymi lub calowymi. Posiada on podziałkę, najczęściej 1 mm, i zakres pomiarowy od 50mm do 800mm.
Z kolei przyrządy pomiarowe służą do bezpośredniego lub pośredniego wykonywania pomiarów. Odróżniają się od wzorców tym, że posiadają mechanizm optyczny, elektroniczny lub mechaniczny przeznaczony do przetwarzania jednej wielkości w drugą, przy zwiększeniu dokładności odczytywania, dopasowywania wskazań lub kompensacji błędów pomiarowych. Stanowią one nader rozbudowaną grupę przyrządów. Ja chciałem skierować uwagę na poziomice, które należą do narzędzi pomiarowych. Na ogół są to aluminiowe profile z osadzoną w nich jedną lub wieloma libelkami z płynem i pęcherzykiem powietrza. Wykorzystują one siłę grawitacji ziemskiej do wskazania poziomu lub pionu. Wyznaczanie to nie jest zbyt dokładne, z tego powodu stosowane jest, jako wstępne, alb podczas prac budowniczych czy remontowych niewymagających super dokładnej płaszczyzny. Poziomice produkowane są w różnych klasach, przeważnie zwracamy uwagę na grubość profilu i dokładność osadzenia libelki.
Poziomice z grubym profilem są w większym stopniu wytrzymałe a wklejone libelki odporne na wstrząsy. Oddzielną grupę przyrządów pomiarowych do ustalania pionu i poziomu stanowią urządzenia elektroniczne lub optyczne. Bazują one na układzie żyroskopowym, bardziej dokładnym od libelki. W przypadku połączenia żyroskopu z lunetą optyczną mamy niwelator optyczny. Jeżeli zamienimy optykę laserem otrzymamy laser krzyżowy lub laser punktowy.
Takie lasery mają rozliczne zasięgi i mogą być używane wewnątrz pomieszczeń i na zewnątrz. W wypadku niwelatorów laserowych stosowanie ich w świetle dziennym wymaga specjalnego odbiornika, ponieważ laser przy dużych odległościach przestaje być widoczny przez człowieka.
W ostatnim czasie dużo się zmieniło w w sklepie domtechniczny.24.pl – Wieluń. Przede wszystkim zmieniliśmy sklep na wersję responsywną. Można teraz prościej i przejrzyściej realizować zakupy w na domtechniczny24.pl z telefonów i tabletów. Ma to szczególne znaczenie, bo coraz częściej klienci wykorzystują tego typu urz. mobilnych. Samo przejście miało też negatywny wpływ na naszą pozycję w wyszukiwarce, tak że straciliśmy dużo. Pomimo to nie narzekamy i cały czas pniemy się w górę. Nowa platforma dała nam też możliwość nieograniczonego rozszerzenia własnej oferty, co często robimy.
I tak wprowadzamy zapomniany przez nas element towarów do stacjonarnego zabezpieczenia mienia. Chodzi mi o sejfy, kasety, szafy na broń. Będziemy się opierać na produktach polskich firm. Produkują oni nadzwyczaj szeroką gamę artykułów w wszystkich klasach bezpieczeństwa i z sporą gamą opcji typu zamki szyfrowe i inne.
Głównymi produktami będą tu kasetki z pojedynczym dnem z certyfikatem IMP, kasetki z podwójnym dnem, sejfy gabinetowe i skrytki ścienne, oraz szafy i sejfy na broń zw klasie przynajmniej S1.
Zawór dławiąco zwrotny
Następną grupą, którą w ostatnim czasie poszerzyliśmy są łączniki przewodów pneumatycznych, złączki gwintowane i szybkozłączki i złączki do powietrza,złączki do centralnego smarowania. Posiadamy w naszym magazynie większość złączek z tworzywa do benzyn i olejów, złączki do powietrza z mosiądzu: trójniki do węży z mosiądzu i tworzywa – w kształcie y i w kształcie t, łączniki do węży w rozmiarach od 6mm do 12 mm.
Instalacje do przesyłu gazów i cieczy to również węże. Do tego czasu bazowaliśmy na wężach do powietrza z PCV – https://domtechniczny24.pl/w%C4%99%C5%BCe-pcv-techniczne-zbrojone.html . Są to dobre polskie zbrojone węże, z jedną istotną wadą i z jedną zasadniczą zaletą. Zacznę od zalety: to niska cena, wciąż ogromnie istotny czynnik w czasie zakupów. Jednak niewystarczający, i tu pojawia się wada węży z PCV: twardnieją w niskich temperaturach i pod wpływem oleju zawartego w powietrzu. W przypadku układów mobilnych ma to nader negatywny skutek, wystarczy:
kilkudniowa praca małym narzędziem np: wkrętarka pneumatyczna lub klucz udarowy i przekonamy się jak bardzo nieergonomiczny jest taki układ.
albo że parokrotnie przejedzie po nich wózek lub inny pojazd i wąż może się rozwarstwić.
do tego prawie zawsze sztywny wąż rozszczelnia się przy szybkozłączce od strony narzędzia, bo jest regularnie zginany w różnych kierunkach.
Rozwiązaniem są węże gumowe z zewnętrzną warstwą z gumy EPDM lub mieszane PCV i Guma. Jest to guma wytrzymała na czynniki atmosferyczne, niskie i wysokie temp. Takie węże przez długi okres czasu zachowują elastyczność i są odporne na intensywną eksploatację w strefie średniego natężenia ruchu pieszego i kołowego. Przy czym należy pamiętać aby wąż do powietrza umieszczać w korytach ochronnych przecinających ciągi komunikacyjne.
Wąż guma Pcv Gol Blue do powietrza
Innym rozwiązaniem jest spiralny wąż do powietrza, wykonany z poliuretanu lub zwijadło do węża PU lub do węży gumowych. Na rynku są tanie i droższe wersje, różnią się one składem. Te tańsze są wytworzone z mieszanki poliuretanu z innym tworzywem i są gorszej jakości. Mam na myśli małą elastyczność i odporność na uszkodzenia mechaniczne. Różnica jest również w złączkach, tańsze węże mają słabej jakości i przepustowości szybkozłączki. Natomiast zwijacz do przewodu powietrza pozwala szybko usunąć wąż po skończonej pracy. Zwijacz to innymi słowy bębęn z nawiniętym na niego wężem, zwijany siłą sprężyny umieszczonej w jego wnętrzu. W naszym magazynie prowadzimy zwijacze ECONO i Adlera, Cejn i inne. Są to towary przeznaczone do warsztatów samochodowych i linii produkcyjnych o niskim natężeniu pracy a w wypadku zwijaczy Cejn o znacznym natężeniu pracy.
Czołem Nieraz spotykamy się w sklepie z problemem nabywców dotyczącym wyboru właściwej wkładki do drzwi, na przykład wkładka czarna do drzwi bo teraz taka moda 🙂
I nie chodzi mi tutaj o kwestię czy wkładka ma być standardowa czy antywłamaniowa bo to sobie konsument sam musi zadecydować.
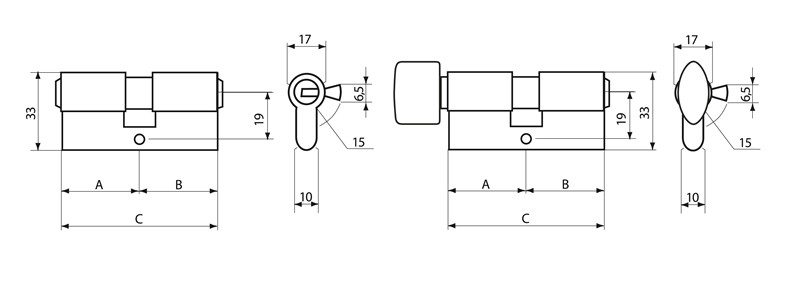
Lecz o rozmiary wkładek. Aby dobrać poprawnie wkładkę trzeba: zmierzyć odległość od brzegu drzwi do osi zamka „a” od strony wewnętrznej. Do tego wymiaru dodać grubość szyldu. Otrzymany wymiar „A” jest minimalnym rozmiarem wkładki od strony wewnętrznej, można dorzucić 2-3 mm. Analogicznie należy zrobić od strony zewnętrznej „b” plus rozmiar szyldu wychodzi „B” minimalny rozmiar wkładki od strony zewnętrznej. Zwrócić szczególną uwagę na głębokość szyldu zewnętrznego, można do tej liczby dorzucić kilka milimetrów 2-3 mm.
Jeżeli wkładka będzie wystawać cokolwiek więcej niż powierzchnia szyldu to nie szkodzi, nie będziemy rysać kluczem powierzchni szyldu, ale nie za wiele. A mosiężne szyldy są zwykle lakierowane i po pewnym czasie nieładnie to wygląda.
Witam Mnóstwo osób próbowało, niejedynym wyszło lepiej innym gorzej, bo to wbrew pozorom nie łatwa sprawa. Na końcowy sukces ma wpływ dużo czynników. Jednym jest czas, jeżeli robimy to dla siebie i nikt nas nie pospiesza to powinno się rzetelnie się do roboty przyszykować. Mam na myśli informacje teoretyczne i sprzęt. Co może się przydać z materiałów i narzędzi dla glazurnika}: Płytki ceramiczne, jeżeli układamy je wewnątrz to najlepiej nie gresowe ( ale takie są najładniejsze i modne 🙂 ), bo później jak będziemy chcieli zrobić otwór na kołek rozporowy, czy rurę instalacyjną to się zdziwimy i to bardzo mocno. Do płytek przydadzą sie listwy z tworzywa, choć są one mniej modne, ale ja uważam, że moża nimi zamaskować to co nam nie wyjdzie. No i narożniki są bardziej bezpieczne, szczególnie jak mamy małe dzieci. Klej do płytek, jest tego masa zawsze coś się znajdzie na naszą kieszeń. Fugi, tu nie warto mieszać do wnętrz zwykłe, a na zewnątrz mrozoodporne (zalecam najlepszej jakości, nie ma nic gorszego niż przeciekający balkon) Maszynka do glazury, elektryczna lub ręczna.
Jeśli ręczne to proponuję Walmera, dobra Polska Firma w dobrej cenie. Jeżeli elektryczna to może być tania Dedra lub Pansam, powinno się tylko w czasie zakupu sprawdzić czy tarcza diamentowa nie ma bicia. Trzeba pamiętać, że ważniejsze niż elektryczna maszynka do płytek jest to, jaką tarczę diamentową założymy. Osprzęt glazurniczy, nakolanniki, sznurek traserski, krzyżyki i kliny do płytek, młotek gumowy. Poziomica to ważna sprawa, bez niej nic nam nie wyjdzie. Miara zwijana, ołówek lub flamaster. Teraz są modne lasery krzyżowe też można taki za 160 – 200 zł kupić – https://domtechniczny24.pl/lasery-punktowe-i-p%C5%82aszczyznowe.html Jak już wszystko mamy można wziąć się do projektowania, mam na myśli sposób rozłożenia płytek. Można je poukładać na sucho i przemyśleć całość kompozycji, estetyka to jedno i jakość to drugie.
Rozpoczynamy od przygotowania podłogi i ścian. Jest to jeden z najważniejszych elementów. Inaczej będziemy robić w wypadku nowej posadzki (nowe tynki i wylewki muszą być związane, minimum 3-4 tygodnie w temperaturze pokojowej) a inaczej w przypadku starej. Poziomicą lub łatą sprawdzamy poziom, niwelujemy wszystkie wystające fragmenty betonu, starego kleju, farby, gipsu. Czasem trzeba popracować przecinakiem i młotkiem, na koniec wszystko odkurzyć i tu uwaga mistrzowie – odkurzacz przemysłowy jest bardziej efektywny niż domowy. Na równą powierzchnię nakładamy grunt, lub jeżeli powierzchnia jest mocno nierówna to wylewkę samopoziomująca. Zachować czasy schnięcia!!!! Krótko mówiąc podłoże musi być równe i dobrze związane.
Następnie przystępujemy do właściwego projektowania, mam na myśli sposób rozłożenia płytek. Jeszcze raz układamy je na sucho, z uwzględnieniem szerokości fug. Na ściany ciężko jest ułożyć płytki na sucho 🙂 trzeba wykorzystać sznurek traserski z farbką lub miarę, poziomica, łata aluminiowa i ołówek. Estetyka to jedno i jakość to drugie.
Przystępujemy do układania glazury. Najpierw mieszamy zaprawę klejową, mechanicznie lub ręcznie. Polecam mieszanie mechaniczne, pamiętamy najpierw woda potem sucha zaprawa, odczekać i mieszać. Ilość zaprawy dostosować do tępa układania płytek. Klej kładziemy na podłożu za pomocą kielni i rozprowadzamy go pacą zębatą, 8mm, 10mm, 12mm, w zależności od wielkości płytek i nierówności podłoża. Na klej kładziemy płytkę, którą dodatkowo dociskamy i obijamy na całej powierzchni młotkiem z gumy. Zabezpieczamy krzyżykiem narożniki i sprawdzamy poziomicą czy powierzchnia jest równa. Może sie tak zdarzyć, że płytki są nierówne, wtedy trzeba odpowiednio manewrować krzyżykami dystansowymi. Jeśli (kleju jest za dużo (płytka jest za wysoko) lub za mało (płytka jest niżej niż pozostałe), należy ją oderwać i skorygować ilość kleju. Najlepiej zeskrobać szpachelką klej i nałożyć na nowo. Paca zębata rozprowadza zawsze tyle samo kleju, trzymając ją pod odpowiednim kątem można nałożyć mniej lub więcej kleju. Po nałożeniu pierwszego rzędu płytek, ostrożnie usuwamy go z fug i mokrą pacą gąbkową czyścimy powierzchnię z kleju. Są takie kleje, które jak wyschną to nie można ich usunąć inaczej jak tylko środkami chemicznymi na bazie kwasu. Ostatnie lub pierwsze płytki, zależnie od kompozycji trzeba przyciąć, pamiętając o dylatacjii odstępach od ściany. Najwięcej kłopotu przysparzają krawędzie nieregularne lub rury i puszki elektryczne. Bezbłędnie spisuje sie tutaj otwornica diamentowa – do gresu, lub otwornica do płytek. Powierzchnie nieregularne obrabiamy techniką kombinowaną: najpierw rogi wiertłem do płytek a następnie docinamy tarczą diamentową lub nacinamy rysikiem i wyłamujemy szczypcami do płytek. Na rynku pojawiły się sie profesjonalne urządzenia do cięcia linii nieregularnych, ale nie są one dedykowane dla amatorów (ze względu na cenę). Ostre krawędzie gładzimy osełką lub tarczą diamentową.
Po 24 godzinach, od przyklejenia ostatniej płytki przystępujemy do fugowania. Czyli wypełnieniu szczelin masą o odpowiednim kolorze. Masę do fugowania nakładamy na płytki w zasięgu ręki nie większą niż 1m kw. Rozprowadzamy gumową pacą, ukośnie do fug tak długo aż masa wypełni wszystkie szpary. I czyścimy powierzchnie płytek mokrą gąbką, nacinaną lub gładką. Po paru godzinach można ostatecznie wymyć podłogę mopem i przystąpić do wykańczania, listami przypodłogowymi lub narożnikami. Powodzenia
Witam Oszczędny w słowach poradnik dla tych, co po raz pierwszy nabyli swoją własną sprężarkę. Jak zintegrować dodatki i wyposażenie? Jest to nadzwyczaj niezbędne, żeby długo radować się nowym sprzętem i właściwie go zagospodarować.
Wydawać by się mogło, że jak nabędziemy sprężarkę, małą, dużą nie ma znaczenia i wstawimy se ją w garażu to będzie nam posługiwała przez wiele sezonów i lat. Nie ma nic bardziej mylnego,( no chyba że nie będziemy jej używać). Sprężarka tłokowa zależnie od rodzaju (sprężarka niskoobrotowa i wysokoobrotowa) wymaga przeróżnych zabiegów i tzw. dodatków, żeby właściciel mógł się cieszyć nią przez cały rok. Początkowa zagadnienie to olej do sprężarek, niewielu handlowców poucza swych klientów o konieczności podmiany oleju w sezonie zimowym. Pod warunkiem, że zamierzamy z niej korzystać w zimie i że sprężarka stoi w nieogrzewanym pomieszczeniu, ( bo jak w ocieplanym to tematu nie ma). W zimie letni olej staje się nadmiernie gęsty i nie jest w stanie umożliwić wystarczającego smarowania, jak również w początkowej fazie pracy strasznie spowalnia pracę. Olej się po prostu klei do tłoka i nie ma on mocy przesuwać się w cylindrze, rezultat może być taki, że sprężarka ( przy dużych mrozach) będzie wybijać korki, lub po prostu prędzej wyeksploatują się pierścienie. Toteż w okresie zimowym poleca się wymienić olej na rzadszy, może być syntetyczny lub półsyntetyczny. Lub zanim zaczniemy robotę ogrzać pomieszczenie przez jakiś czas, chociaż do 10 stopni na plusie.
Druga sprawa przy sprężarkach to, jakość powietrza. Ogólnie wiadomo, jednak nie każdy o tym myśli. I mam na myśli powietrze wejściowe do sprężarki i wyjściowe. To pierwsze to nie ma problemu, każda sprężarka ma w komplecie filtr wlotowy. O ile robimy w tym samym pomieszczeniu co stoi kompresor i np. malujemy to po pewnym czasie filterek a stosownie ta gąbka się zaklei. Banalnym patentem jest założenie na filtr cieńkiej włókniny filtracyjnej i oplecenie gumką. Będziemy wobec tego widzieć kiedy zmienić włókninę bo jest ona biala. Powietrze wyjściowe. Sprężarki nie wytwarzają ekstra czystego powietrza. W powietrzu znajdują się krople wody i oleju, te nowe sprężarki pobierają skromniej oleju, jednakowoż z czasem i one zaczynają coraz więcej pluć olejem. Potrzebne jest, więc zastosowanie filtra lub bloku przygotowania powietrza.
Filtr ma za zadanie wyłuskać drobiny zanieczyszczeń, wody i oleju ( tzw. kondensatu). Nadzwyczaj częstym błędem popełnianym przez odbiorców sprężarek jest stawianie takiego filtra zaraz przy wylocie z sprężarki. Filtry powinno się montować nieco dalej, żeby kondensat mógł sie na wstępie wytrącić, skroplić.
Jeżeli chcemy zmniejszać ciśnienie używamy filtro-reduktorów tak jak na fotce powyżej –
A i istotna sprawa to przepustowość filtra i perfekcyjne akceptowalne ciśnienie, pamiętajmy o tym. Jak weźmiemy filtr o przepustowości równej co efektywność sprężarki to z czasem się zapcha i będzie dlawił, ja polecam przynajmniej 2-3 krotny zapas. Ważką sprawą są węże techniczne, a w gruncie rzeczy ich przekrój, który określa przepustowość. Mówiąc prościej, jeżeli potrzebujemy powietrze do nadmuchania koła, albo do przedmuchania, to wystarczy przekrój 6mm. Jeżeli w grę wchodzi klucz 1/2 cala, pistolet do malowania, to można pomyśleć o przekroju 10mm. Najwięcej powietrza potrzeba do pistoletów do piaskowania i dużych kluczy pneumatycznych 1 calowych lub 3/4 calowych, w takim wypadku przewód musi mieć 16 mm lub ewentualnie 12,5 – przewody do sprężonego powietrza – https://domtechniczny24.pl/w%C4%99%C5%BCe-pcv-techniczne-zbrojone.html .
Kolejna sprawa to naolejacze, pomocne do przygotowania powietrza do narzędzi pneumatycznych typu klucze udarowe, szlifierki i wiertarki, czyli wszelkie obrotowe. I tu porównywalna zasada, zwracać uwagę na przepustowość i ciśnienie dopuszczalne. Olej do narzędzi pneumatycznych powinien być bezkwasowy bez zabrudzeń bez zanieczyszczeń. To juz prawie wszystko, dodać można jeszcze to żeby, co jakiś czas spuszczać kondensat z zbiornika. Z reguły każda firmowa sprężarka ma taki kurek od spodu, który starczy odkręcić jak jest zawalony zbiornik i spuścić trochę kondensatu. Jeżeli w czasie odkręcania zaworka będzie syczeć powietrze, a nie będzie wylatywał kondensat nic nie szkodzi to dobrze.
Czołem Okres grzewczy już się zaczął, co prawda jaranie w piecu nie jest moim ulubionym zajęciem, no, ale jak trzeba to trzeba. I tak rutynowy ceremonia: budzić się wcześniej rankiem, ubrać się w ubrania robocze, maska przeciw pyłowa albo lepiej przeciw gazowa na twarz, rękawice na dłonie i do kotłowni.
Usunąć popiół, doprowadzać do czystości palenisko, co jakiś czas posprzątać górny szyber do tego celu są szczotki kominiarskie, generalnie masakra. A jeszcze ten potworny, czarny, smolisty osad na wewnętrznych ściankach pieca. To mnie doprowadzało do szału. Miał jak wiadomo jak sie pali powinien być wilgotny w czasie spalania emituje się cała mnóstwo związków sadza, smoła i takie tam inne i oblepia piec od wewnątrz, smoła może być bardziej lepka a czasami mniej, ale zawsze mam problem z usunięciem tego paskudztwa, które obklejając wewnętrzne ścianki w znacznym stopniu zmniejszało sprawność pieca. Można stwierdzić, że smoła działa jak izolator, im grubsza warstwa (oblepiona także popiołem) tym mniej energii z spalanego miału lub żaru, przedostaje się przez stalowe ścianki do wody, a więcej leci w komin, czyli utrata kasy (nie mówiąc już o sąsiadach, którzy wdychają to wszystko, na pewno nie na zdrowie). Nie mam pojęcia jak to ująć, ale wiem, że jak piec jest ekstra czysty to woda, nagrzewa mi się natychmiast, a jak palenisko jest upaprany to bardzo wolno, logiczne! Następna przypadek to komin, który należy czyścić przynajmniej raz w roku, bo zachodzi sadzą i tu też koszty, bo albo zapłacić kominiarzowi lub samemu nabyć wycior do komina i drut lub sznur. Należy wtedy wejść na dach albo od spodu, a jak wspaniale wtedy się wygląda 🙂
No i dochodzę do końca. Kolega powiedział mi, że jest takie coś jak przyśpieszacz spalania sadzy, różne są na rynku, ale najbardziej znany i skuteczny jest Sadpal. To taki zielonkawy proszek, niezapalny i nie wybuchowy, którego dosypuje się do paliwa ( miału, węgla, drewna) i wtedy piec jest w środku czysty. Jak go kupiłem w sklepie internetowym i dorzuciłem pierwszy raz to płomień zakolorował mi się na żółto-zielono i dym z komina leciał nie czarny jak zazwyczaj, ale białoszary albo taki biały. Znaczy to, że spalanie jest pełne. Na opakowaniu pisało, że stosowanie go jest ekologiczne, no i ma to sens analogicznie jak katalizatory w furach, dopalają paliwo i mniej substancji toksycznych przedostaje się do powietrza.
Teraz trochę o efektach stosowania Sadpalu, co zauważyłem: palenisko jest w środku siwy albo biały, to zależy ile dorzucę proszku. Tak na oko to dozuję za każdym razem o tyle o ile dwie czubate łyżki stołowe na wsad (piec mam 60kW). Jak sypnę więcej sadpalu to jest w wewnątrz suchutko i biało, ekstra to wygląda. Można tez dodawać do drewna w okresie przejściowym.
Czyścić piec i tak należy, bo popiołu to jest od groma, ale jest on wyschnięty i nie ma z tym problemu. Pomimo tego na ściankach robi się tak łuska jak na wyschniętych jeziorach, i spada po czasie. Na koniec napiszę, co powiedział mi kolega jak zawołał kominiarza żeby tak na wszelki przypadek wyczyścił komin, kominiarz po pracy zszedł z drabiny zagadał, że komin był czysty, bo chyba ktoś go niedawno czyścił albo stosujesz pan, Sadpal.