Dzień dobry Nie cierpię takich sytuacji, wyobraźcie sobie wracacie z familią do domu, do przejechania jeszcze 145 km i ni z gruszki ni z pietruszki przestaje funkcjonować grzanie w samochodzie, a na zewnątrz mróz -2 stopnie. Małolaty marzną kobieta narzeka ja zupełny zestresowany. Dobrze, że należący do mnie Land Cruiser HDJ 80 ma 2 nagrzewnice i wysiadła ta z przodu a tylnia działała, dlatego jakoś dojechaliśmy. Na drugi dzień kobieta kicha i dzieciaki również zaczęło brać. W takim razie jadę do mechanika i rozbieramy cały kokpit praca na 5 godzin, przy okazji parę zaczepów plastikowych się popsuło (na pewno same się popsuły). No, ale w porządku nagrzewnica wyjęta a w środku tyle brązowo-rudej mazi syfu, że zgroza. Płukałem to cały dzień, wlewałem kwas solny i sodę, udało się wyczyścić do tego rzecz jasna kilkukrotne czyszczenie całego układu chłodzenia. Ile tam było brudu takiej rdzawo-brunatnej mazi, podejrzewam, że wcześniejszy posiadacz chciał uszczelnić chłodnicę i dodał największe przekleństwo z dodatków do samochodu, jakie człowiek mógł wymyślić.
Uszczelniacz do chłodnic, ten syf oblepił ścianki wewnątrz układu chłodzenia i stąd mój problem.
Ale to nie koniec. Okazało się, że nagrzewnica ma pęknięte obydwa króćce, wlotowy i wylotowy, myślę, że dlatego ktoś wlał to świństwo. Jak przemyłem nagrzewnice to można było zobaczyć te rysy na rurkach mosiężnych. A jeszcze wtrącę, że pierwej w samochodzie cały czas było czuć woń płynu chłodniczego, ale nie wiedziałem, co może być przyczyną teraz już wiem.
No i obecnie kłopot, co robić? Nowa nagrzewnica wartość kosmiczna jak większość oryginalnych części do Land Cruisera ( mój rocznik 1994 HDJ 80), na allegro szukałem, ale nie znalazłem zresztą nawet to, jaką miał bym gwarancję, że wsio z nią było by ok. No i tu postanowiłem wziąć sprawę w swoje ręce, ponieważ moim hobby jest odlewnictwo rekonstrukcyjne min. sprzączek do pasów średniowiecznych, i jedną z technik w calej tej zabawie jest lutowanie twarde, więc. Wyczyściłem obydwa króćce kwasem lutowniczym, zmatowilem włókniną szlifierską, odpaliłem mój super palnik perun, lut srebrny w rękę i cheja. Na polutowanie zużyłem prawie całą laskę drutu do lutowania twardego.
Lutowałem lutem 25 procent srebra, potrzebuje on nieco większej temperatury, ale można nim zalewać szersze szczeliny niż lutami o wyższej zawartości srebra tymi niebieskimi żółtymi i zielonymi. Tam jest srebra 30 45 procent czyli bardzo dużo.
Rezultat był niezwykły, oprócz tego, że zalałem szczeliny to wzmocniłem jeszcze kolanka na zgięciu, mechanik jak zobaczył nagrzewnicę to wyraźnie widziałem, że był lekko zszokowany, na początku mi odwodził lutowanie, jako bardzo niepewne. Ale ja wiem, że taki lut srebrny jest niesłychanie trwały, wytrzymały na korozje i tak dalej.
Po zmatowieniu wszystkiego do kupy znowu parę godzin, zalaliśmy chłodnicę zwykłą kranówą (na szczęście była odwilż ) i pojeździłem z ta wodą może godzinę. Potem wylałem ją i tak kilka razy. Na koniec zalałem płynem chłodniczym.
Jakie to cudne odczucie siedzieć w samochodzie z sprawnym ogrzewaniem.
Nie stosuję tego wynalazku, i co walę, może nie pachnę tak intensywnie i to wsio. Ale zadajcie se pytanie, z jakiego powodu homo sapiens wali pod pachami, czemu male dzieci nie śmierdzą? No chyba, że zrobią, k…ę ale to inna baśń. Pierwsza sprawa to, co to jest pot? Jaką funkcję wypełnia w naszym ustroju przez miliony lat kreowany przez ewolucję i po co natura zaopatrzyła nas w taki mechanizm?
Oprócz dostosowywania ciepłoty ciała, z potem wyrzucamy toksyny, kwas mlekowy, nadmiar sodu, mocznik. To tak w ogólności. To znaczy pocenie się jest jednym z sposobów organizmu na czyszczenie. Przykry woń ma dwa podłoża, główny naturalny to rozkład potu przez bakterie, drugi frustrujący zapach potu sam w sobie ( potężna ilość toksyn i zakwaszony organizm).
A co robią dezodoranty? Abstrahując od tego, że zawierają perfumy to mają jeszcze całą górę specyfików chemicznych, które wywołują zasklepienie porów potowych. Czyli takie korki, albo zakrętki. Wszystko, co organizm w naturalny sposób chce wydalić na zewnątrz zostaje w środku. To tak jakby przy rozwolnieniu zatkać sobie odbyt i problem z głowy nic nie wali, fajnie nie? Jedynie jony srebra, lub srebro nanocząsteczkowe nie wydaje się być szkodliwe, i coraz częściej pojawia się w dezodorantach.
Trucizny tymczasem nadal krążą w organizmie, temperatura ciała nie jest korygowana prawidłowo, nie mówiąc już o chemikaliach przenikających z dezodorantów do organizmu.
W ostatnim czasie przeczytałem o doświadczeniach pani dr Philippa Darbre. Badała ona skład tkanek raka piersi, i okazało się, że zawierają one duże liczbie trujących środków konserwujących – parabenów, które wciąż powszechnie używane są w kosmetykach. Może to być jedno z faktycznych czynników zwiększających niebezpieczeństwo zachorowalności kobiet na raka piersi, macicy, i nawet raka skóry.
Opcja należy do nas, myć się, co dziennie kilka razy pod pachami (najlepiej wodą), zdrowo żywić albo stosować chemię i jedynie ładnie pachnieć i posiadać białe i czarne koszulki bez plam.
Dzień dobry mam sekundę i jestem dopiero co po szklance sparzonych drożdży wobec tego postanowiłem zbadać i dowiedzieć się co wypiłem: chodzi o witaminy z grupy B i nie tylko.
Drożdże(piekarnicze 50gram, pół kostki) + miód (jedna obszerna łyżeczka), to wsio do szklanki, bez wody, drożdże o ile są mocne zaraz się zajmą miodkiem, po sekundzie winno się zrobić kleista papka. — rozważyłem sobie że po tym jak drożdże, różnorakie ich szczepy syntetyzują większa część witamin z węglowodanów to może coś i w tej mojej szklance się narodzi fascynującego—
Po jakiś 20 minutach zalewam pianę drożdżową ukropem, do połowy szklanki, oczekuję 2-3 minuty i dolewam chłodnego soku pomarańczowego (gdyż lwia część witamin niknie-ginie w wysokiej temperaturze, to parzyć przystoi krótko, i tak wysoka temperatura usunie je całe w kilka minut). A ha i nie dać sobie wmówić że minerały w wysokiej temperaturze giną bo to niedorzeczność, taki wapń np jak może nie ostać się, jedynie być może stać się mniej strawny. Więc mam szklankę z treścią 50g zaparzonych drożdży, — smak jak to bywa w przypadku poniektórych zdrowych kwestii ignorujemy.—
Witamina B1 potrzeba u dojrzałego mężczyzny według tabel 1,2mg ale dajmy na to, że skoro: Dla tej witaminy z powodu braku danych nie została wyznaczona pewna maksymalna dawka nie powodująca niebezpieczeństwa efektów ubocznych. To niech będzie 2-3mg/dzień Zawartość w drożdżach (nie wiem czy surowych jaki szczep i w ogóle ale ustalam że badania robi się na powszechnie dostępnych) 4mg/100g spożyłem jednokrotnie około 2 g- więc Dość –słabym źródłem witaminy B1 u człowieka jest flora bakteryjna przewodu pokarmowego. U przeżuwaczy synteza tiaminy odbywa się przez mikroby znajdujące się w przedżołądkach z przyczyny czego zwierzęta te nie cierpią na jej niedobory,
Co wpływa na poprawienie wchłaniania: kompleks witamin B, witamina B2, witamina B3, witamina C, witamina E, mangan, magnez
Co wpływa na pogorszenie absorbowania: alkohol, wysoka temperatura, środowisko zasadowe, promieniowanie jonizujące, nadczynność tarczycy, tanina, kofeina, soda do pieczenia, barbiturany, środki neutralizujące kwasy, estrogen, antybiotyki, środki antykoncepcyjne
Witamina B2 wymóg Według tabel 1,3mg nie ma określonej dawki max więc dajmy 2-3mg Zawartość w drożdżach 11,9 100g zjadłem 5,95 więc Wystarczy.
Co wpływa na polepszenie wchłaniania: witamina B1, witamina B3, witamina B6, witamina C, fosfor, błonnik, selen
Co wpływa na pogorszenie przyswajania: światło, środowisko zasadowe, estrogen, alkohol, tłuszcz, środki anty koncepcyjne, dwutlenek siarki, wysoka temperatura
Ciekawostki o witaminie B2:
50% witaminy B2 ulega zniszczeniu po wystawieniu na bezpośrednie działanie światła słonecznego; jest to główny powód, dla którego nie sprzedaje się mleka w prześwitujących szklanych butelkach, Czyli parzyć powinno się drożdże w kubku ceramicznym pod przykryciem i szybko wypić.
osoby żyjące w stresie wymagają sporej dawki witaminy B2, wskutek niej jest możliwe wydalanie adrenaliny z komórek rdzenia nadnercza. Życie w stałym pośpiechu i napięciu, obfite konfliktów i problemów obliguje ustrój do stałej produkcji hormonów stresogennych, a to jest przyczyną kurczenia się zapasów ryboflawiny,
wszelakie sporty – gimnastyka, pływanie jogging, taniec itp., zapewniają uzyskanie dobrej kondycji na wyższym poziomie, jeżeli dostarczane pokarmy zapewnią odpowiednie dawki witaminy B2. Przelewanie potów na siłowni może okazać się daremne, gdyż niedostatek ryboflawiny w organizmie uniemożliwi prawidłową przemianę anaboliczną i dobre wykorzystanie energii. W takich przypadkach, sport miast dawać przyjemność i aktywizować, wyłącznie wyczerpuje.
Witamina B3 zapotrzebowanie Według tabel zalecana norma 16 mg bezpieczna 35mg zakładam tą największą 35mg Zawartość w drożdżach 35,5mg/100g czyli mam 50% pewnej dawki i prawie 100% zalecanej, ale jadłem też pomidory, chleb razowy, czy żytni, rano piłem koktajl z otrębami i jeszcze coś może na obiad, więc starczy nie powinienem zażywać tabletek z B3
Nadmiar witaminy B3:
uszkodzenie wątroby,
niemiarowość pracy serca,
dolegliwości skórne (pieczenie i swędzenie),
podniesienie poziomu glukozy we krwi
Co wpływa na polepszenie absorbowania: kompleks witamin B, witamina B1, witamina B2, witamina B5, witamina C, fosfor, chrom
Co wpływa na pogorszenie absorbowania: sulfonamidy, alkohol, tabletki nasenne, estrogen, antybiotyki, środki antykoncepcyjne, kawa, herbata, cukier, azotan sodu
Nowinki o witaminie B2:
jest to unikalna witamina nieulegająca zmianom mimo procesów przetwarzania i gromadzenia żywności,
dzienne zapotrzebowanie na witaminę PP jest najczęściej zaspakajane przez jej powstawanie z jednego z aminokwasów tryptofanu, przyjmuje się, że 1 mg niacyny równa się 60 mg tryptofanu,
nadmierne wcinanie pokarmu obejmującego cukier prowadzi do straty witaminy PP,
kwasu nikotynowego i amidu tego kwasu nie należy mylić ze szkodliwą nikotyną, która znajduje się w tytoniu.
deficyt witaminy PP może przywieść niepozytywne przemiany w osobowości, ponieważ witamina ta jest konieczna do poprawnego funkcjonowania mózgu i obwodowego układu nerwowego.
nadmiar syntetycznej witaminy PP może być przyczyną: bóle głowy, mrowienie, zaczerwienienie skóry, swędzenie głowy, szum w uszach, niestrawność, żółtaczkę, arytmię serca i psychozy, prawdopodobieństwo uszkodzenia wątroby, utratę łaknienia, stężenie kwasu moczowego, zwiększenie zawartości glukozy w osoczu,
badania wykonane w Stanach Zjednoczonych udowodniły, że stosowanie niacyny obniża poziom cholesterolu nawet o 22%,
Witamina B5 popyt Według tabel 5 mg/dzień dawka max nie określona więc przyjmuje 10mg Skład w Drożdżach 14,5mg wchłonąłem 7,25mg więc Wystarczy Co wpływa na polepszenie przyswajania: kompleks witamin B, witamina B6, witamina B12, witamina C, siarka, witamina H, witamina B9 (kwas foliowy), kwas para-aminobenzoesowy (PABA)
Co wpływa na pogorszenie przyswajania: wysoka temperatura, alkohol, środowisko zasadowe i kwaśne, kawa, herbata, sulfonamidy, tabletki nasenne, estrogen, siarczan żelaza, bromek metylowy
Ciekawostki o witaminie B5:
kwas pantotenowy należy do najmniej trwałych witamin z grupy B. W procesie mielenia zboża utraty kwasu pantotenowego wynoszą około 50%, wskutek pieczenia mięsa mniej więcej 25 do 50%, a w czasie gotowania mniej więcej 15 do 30%. Syntetyczne preparaty kwasu pantotenowego istnieją w formie pantoteinianu wapnia. Pantoteinian wapnia jest nieczuły na działanie światła i powietrza.
u osób, których kluczowymi składnikami diety są potrawy duszone, jedzenie puszkowana, frytki, białe pieczywo, pizza, makaron, ponadto spożywają dużo cukru i słodyczy może wystąpić niedobór kwasu pantotenowego,
ludzie żyjący w stresie i pracujący ciężko fizycznie, sportowcy – powinni przyjmować zwiększone dawki tej witaminy,
w jedzeniu kwas pantotenowy występuje w formie koenzymu, zaś jego nadmiar zostaje usunięty z organizmu wraz z moczem. Dlatego, nie wskazane jest aplikować pigułek „na zapas”, lepiej zadbać, aby dostawy były konsekwentne, wraz ze zdrowymi posiłkami.
Witamina B6 potrzeba podług: tabel bezpieczna 1,3mg maksymalna 100mg zakładam 50mg Zawartość w drożdżach suchych 0,6 a w żywych- więcej ale ile to nie znalazłem , warto poszukać, więc w najgorszym wypadku to 30% zapotrzebowania, dopełnię kapustą kiszoną i może jakieś mięsko na obiad? Może Wystarczy tu uwaga można zjeść z 100g czyli garść orzechów włoskich i problem z głowy 0,8g/100g
Co wpływa na poprawienie wchłaniania: witamina B1, witamina B2, witamina B5, witamina H, witamina C, magnez, cynk Co wpływa na pogorszenie absorbowania: wysoka temperatura, światło, środowisko zasadowe, długie przechowywanie, alkohol, estrogen, nikotyna, nadmiar białka, penicyliany, kortyzon, prednison.
Ciekawostki o witaminie B6:
nadwyżki witaminy B6, analogicznie jak innych witamin rozpuszczalnych w wodzie są z organizmu wydalane. Jednakże porównując z innymi witaminami z tej grupy nadmiar witaminy B6 przyjmowanej w postaci tabletek może być toksyczny.
syntetyczna witamina B6 jest produkowana w postaci chlorowodorku,
wraz ze wzrostem spożycia białka, wyrasta potrzeba na witaminę B6, podczas smażenia, gotowania i peklowania mięsa ubytki witaminy B6 wynoszą 30-50%,
stres, miesiączka, ciąża, dolegliwości serca, podeszły wiek, zbyt niski poziom cukru we krwi i zażywanie pigułek antykoncepcyjnych zwiększają zapotrzebowanie na tą witaminę,
u ludzi nie odkryto silnych niedoborów witaminy B6, być przypuszczalnie dlatego, że jest ona syntetyzowana przez florę bakteryjną w przewodzie pokarmowym człowieka. Zbytnio mała ilość witaminy B6 wywołuje niższy poziom witaminy C we krwi, a niedobór witaminy C wzmaga wydalanie B6.
Witamina B9 kwas foliowy potrzeba zgodnie z tabel zalecane 0,4mg bezpieczna maksymalna 1g/dzień
Skład w drożdżach około 0,4g/100g dokładnie nie wiem ale więcej niż w otrębach a tam jest 0,38g/100g więc coś kolo tego, czyli mam około 50% reszta to warzywa, chleb razowy, jaja, więc się trzeba niesłychanie postarać. Może Starczy a może nie pewnie dorzucę tabletki.
Nadmiar witaminy:
u poniektórych osób mogą tworzyć się groźne kryształy folacyny w moczu, mogą również wystąpić alergiczne odczyny skórne. Spożycie dziennie ponad 15 mg kwasu foliowego może powodować zaburzenia układu nerwowego i pokarmowego.
Co wpływa na polepszenie wchłaniania: kompleks witamin B, witamina B6, kwas para-aminobenzoesowy (PABA), witamina B12, witamina H, witamina C
Co wpływa na pogorszenie absorbowania: światło, alkohol, wysoka temperatura, środki antykoncepcyjne.
Nowinki o witaminie B9:
niezbicie wykazano, że występowanie wrodzonych wad układu nerwowego u noworodków zdeterminowane jest zbyt słabym spożyciem kwasu foliowego przez kobiety przed zajściem i we wczesnych etapach ciąży,
zespół ekspertów Ministerstwa Zdrowia, wzorem innych krajów, zalecił przyjmowanie w codziennej diecie każdej młodej kobiety w wieku rozrodczym folacynę w ilości 400 µg,
w zależności od sposobu przyrządzania potraw, do gotującej wody przejść może nawet powyżej 90% kwasu foliowego a to za sprawą jego znakomitej rozpuszczalności. Z tego powodu potrawy należy zawsze gotować przy użyciu minimalnej ilości wody, bądź nie należy jej wylewać, a zużyć do wykonania np. sosu,
przy udziale kwasu foliowego powstają tzw. hormon szczęścia – serotonina działająca kojąco i uspokajająco oraz noradrenalina, która jest odpowiedzialna za działanie i dynamikę w ciągu dnia.
istnieją dowody, że duży stopień substancji oznaczanej homocysteiną we krwi wzmaga ryzyko występowania chorób serca. Zwiększone spożycie folacyny może mieć znaczący wpływ na zapobieganie chorobom serca,
w badaniach doświadczalnych wykazano, że od 60 do 80% witaminy rozkłada się w czasie przemiału zbóż na jasną mąkę bądź podczas produkcji kasz wysokooczyszczonych, np. manny,
mniej więcej jedna druga (a często nawet tylko 30%) kwasu foliowego dostaje się do krwi i do komórek. Ludzie cierpiący na dolegliwości lub schorzenia powiązane z torsjami lub biegunką asymilują jeszcze mniej kwasu foliowego.
Witamina B12 cjanokobamina popyt rozporządzania Według tabel 0,0024 mg nie ma dawek max więc zakładam 0,006mg Skład w drożdżach 0g czyli czarna d…, ale tu powinno się trochę dostarczyć ciekawostek: Zapasy u człowieka w zdrowej wątrobie starczają na około 3 lata, uff Zdrowa mikroflora jelitowa ma sztuka syntetyzowania witaminy b 12. Zawartość w wątróbce 0,068g, ryby około 0,01mg, jaja 0,003mg i tak dalej. Nie ma się co obawiać jak zdrowa wątroba na pewno starczy Co wpływa na poprawienie wchłaniania: witamina A, witamina B1, witamina B6, kwas foliowy, witamina C, witamina H, potas, wapń, sorbitol- potrzebny do syntetyzowania przez własną mikroflorę. Co warunkuje na pogorszenie absorbowania: środowisko zasadowe, światło, alkohol, estrogen, cukier, tabletki nasenne, neomycyna, kodeina, aspiryna, antybiotyki, leki przeciwdepresyjne
Ciekawostki o witaminie B12:
zapasy witaminy B12 zgromadzone w wątrobie zdrowego człowieka wystarczają do pokrycia zapotrzebowania człowieka na około 3 lata. Do niedostatku dochodzi przeważnie u jaroszy, u osób ze schorzeniami związanymi z nieprawidłową wytwórczością czynnika Castle’a w żołądku lub zaburzeniami wchłaniania w jelitach,
wegetarianie wykluczający z diety jajka i przetwory mleczne są narażeni na niedobory witaminy B12, w perspektywie kilku lat, po przejściu na wegetarianizm.
w związku z tym, że witamina B12 działa razem z kwasem foliowym, wzrost przyjmowania folacyny częściowo niweluje jej niedobory,
witamina B12 aktywizuje substancje żelaza w ustroju oraz umożliwia wchłanianie witaminy A, gdyż pobudza karoteny do udziału w przemianie materii, aby potem mogły się przekształcić w aktywną formę tej witaminy.
mikroflora przewodu pokarmowego człowieka ma umiejętność syntezy witaminy B12,
słodycze, napoje słodzone i cukier uszkadzają florę bakteryjną jelit – a to wpływa na zaburzenia wchłaniania witaminy B12,
dzienne zapotrzebowanie na tą witaminę stanowi, że przez całe życie potrzebujemy jej tyle, ile waży ziarno zboża.
Witamina B4 cholina zapotrzebowanie Według tabel 550mg Zawartość w drożdżach znaczna ale nie określona. Ustrój ludzki sam syntetyzuje cholinę, więc drożdże trochę mój organizm wspomogą. Co wpływa na polepszenie pochłaniania: kwas foliowy, inozytol, witamina A, witamina B12, kompleks witamin B Co wpływa na pogorszenie absorbowania: cukier, alkohol, kawa, temperatura.
Kilka nowinek o witaminie B12:
brak choliny sprawia, że już od czterdziestego roku życia, a nieraz nawet wcześniej, może nastąpić typowo starczy rozkład psychiczny, którego najbardziej charakterystyczne przejawy to zaniki pamięci oraz niemożność do koncentracji.
aż do początku lat dziewięćdziesiątych panowało mniemanie, że organizm sam potrafi wyprodukować taką ilość choliny, która pokrywałąby zapotrzebowanie. Jednak w 1993 eksperci dowiedli, że ludzie żyjący w ciągłym stresie psychicznym mogą zużywać podwójne dawki choliny.
cholinę zawiera dodatkowo miód więc mam dodatkową dawkę.
Cenne informacje do tego postu jak i inspirację zaczerpnąłem z bloga: domtechnika24.pl. Polecam serdecznie.
I jeszcze na koniec oprócz witamin z ważnych składników które zawierają drożdże: Aminokwas Lizyna – nadzwyczaj ostatnio intrygujący mnie aminokwas (walka z rakiem, wirusami, gojenie się ran, synteza kolagenu, niezbędny do prawidłowej pracy serca itp.) Selen – co prawda najwięcej jest go w drożdzach piwnych ale te piekarskie też zawierają znaczne dawki (ale tu uwaga selen staje się nieprzyswajalny jeżeli jest konsumowany razem z węglowodanami, więc należy odczekać aż węglowodany z miodu zostaną przefermentowane ) zalecana dawka to 200 mikrogramów nie przekraczać bo: w większych dawkach toksyczny. Selen wpływa korzystnie na : układ krążenia poprawną funkcję trzustki i wątroby, pomaga usuwać metale ciężkie z organizmu, właściwości antyoksydacyjne i cała masa innych warto poczytać. Chrom – ostatnio popularny bo pozwala spalać tłuszcz (ale tu ostrzeżenie należy się zastanowić co się dzieje z produktami spalania tłuszczu)
Jeszcze jedna istotna sprawa: za około 50 groszy mamy dzienną dawkę multiwitaminy minerałów i aminokwasów, nie łykamy świństwa w pigułkach i nie nabijamy kiebzy koncernom farmaceutycznym, czyli dwa w jednym.
Choć coraz to mniej spożywamy w domu przetworów mlecznych, bo to nam nie za bardzo służy, za to jogurt, jako dodatek do sałatki, sosu jak najbardziej. A ostatnio zacząłem produkować sery podpuszczkowe, ale o tym napiszę potem. Kiedyś jadłem wyłącznie kupiony w sklepie (wspaniałe opakowanie, śliczny kolor i zapach i jeszcze ładne kolorowe kawałeczki pływające w nim) na tym zazwyczaj kończą się pożądane cechy jogurtu sklepowego.
Choć coraz to mniej spożywamy w domu przetworów mlecznych, bo to nam nie za bardzo służy, to jogurt, jako dodatek do sałatki, sosu jak najbardziej. A ostatnio zacząłem produkować sery podpuszczkowe, ale o tym napiszę potem. Kiedyś jadłem wyłącznie kupiony w sklepie (wspaniałe opakowanie, śliczny kolor i zapach i jeszcze ładne kolorowe kawałeczki pływające w nim) na tym zazwyczaj kończą się pożądane cechy jogurtu sklepowego. Istnieje alternatywa nadzwyczaj prosta i o dziwo tania, z rzadka tak jest w przypadku produktów robionych metodami domowymi. Zanim opiszę jak go zrobić, trochę przystępnych danych na temat mleka.
Mleko i przetwory mleczne ostatnimi czasy spadły z piedestału, jako bogate źródło wapnia i białka – PIJ MLEKO BĘDZIESZ KALEKĄ. Mleko wywołuje alergie skórne i pokarmowe, zamula układ trawienny (z kazeiny mój dziadek stolarz robił klej do drewna). Jednak nigdy nie popadam w skrajności, twierdzę, że każdy produkt w nadmiarze szkodzi. Dlatego mleko czy sery jemy w niewielkich ilościach i traktuję je, jako dodatek do potraw. Co to znaczy uzupełnienie? Ano 2-3 łyżki do sałatki na 5 osób, albo 2-3 łyżki do owocowego szejka 1,5 litrowego, lub 50 g serka greckiego do sałatki na 5 osób. A teraz do rzeczy: Kiedy doda się do mleka bakterii jogurtowych, w procesie fermentacji rozkładają one białka, tłuszcze i cukry, i dzięki temu jest on prawidłowiej przyswajalny przez nasz organizm, ( innymi słowy robią to, co nasz żołądek nie potrafi zrobić) ponad to z jogurtem zjadamy bakterie kwasu mlekowego, które mają zbawienny wpływ na kondycję jelita cienkiego.
Co potrzebne będzie nam do zrobienia jogurtu:
-Mleko, ( kupuje od chłopa, cena za 1 litr 2zł jednorazowo robię 0,5 litra jogurtu, starcza na 2 tygodnie, z reszty można zrobić serek)
-Szczep bakterii( ja używam jogurtu naturalnego zott, sprawdziłem wszelkie inne, ale ten jest najlepszy), piekarnik i garnek najlepiej ze stali nierdzewnej, ale nie kitajski tani, bo w takim mogą pojawić się wykwity rdzy( od kwasów).
Krok po kroku jak zrobić jogurt
1.Mleko gotujemy, jak się przypali to nic takiego, ale należy wtedy przelać do czystego garnka.
2. Mleko studzimy jak wetkniemy palec do mleka nie powinno nas parzyć (temperatura w przybliżeniu 42stopnie), na początku można używać termometru, później wystarczy czysty palec 🙂
3. Jak mleko osiągnie tą temperaturę usuwamy korzuch i dodajemy szczepu (jogurt naturalny) i mieszamy aż się rozpuści ja na 0,5 litra mleka dodaję około 100 ml jogurtu i zawsze wychodzi.
4. Nagrzewamy piekarnik do 50 stopni, stawiamy garnek i po około 10 minutach wyłączamy piekarnik.
5. Ja z reguły robie jogurt na wieczór i zostawiam go na 12-20 h. Jeżeli zostawi się go na dłużej jogurt wychodzi co nieco kwaśniejszy, jak krócej nieco słodszy (zdarzało się, że wyciągałem jogurt po dwóch dniach, bo zapomniałem o nim)
6. I w tym miejscu ważna rzecz, (bo jeszcze nie jest gotowy) jogurt należy przenieść do lodówki, czyli schłodzić do temp około 5 stopni, na jakieś 10 h. Ten proces jest nader ważny, bo w jogurcie działają dwie grupy bakterii jedna pracuje w temperaturze 40 stopni druga w 5 stopni.
7. Po 12 h wyciągamy jogurt z lodówki (radzę ściągnąć warstwę tłuszczu z wierzchu, bo ma ona czasami trochę nieprzyjemny, zjełczały smak, ale nie zawsze) Jogurt winien mieć konsystencję żelową i subtelny zapach.
8. Później jogurt homogenizujemy, czyli mieszamy do uzyskania jednorodnej konsystencji. I gotowe.
Taki jogurt przetrzymywać wolno w lodówce dosyć długo ja najdłużej trzymałem dwa tygodnie i nic się z nim nie stało. Można oczywiście dodać zmielonych owoców, truskawek, ale wtedy trzeba posłodzić (ja tak robię, bo dzieci nie przepadają za naturalnym). Po więcej poradników do domu i warsztatu polecam blog poziomicaspawarka.pl
Sterowany mikroprocesorem inwertorowy to wielofunkcyjne źródło spawalnicze do spawania metodą MIG/MAG, TIG AC/DC oraz MMA. Prąd spawania 230A. Zasilanie 230V. Średnica drutu spawalniczego 0,6-1,2mm. Podajnik drutu 2-rolkowy. MMA/TIG. Pełna synergia.
Parametry techniczne
EXPERT MULTI 230 PFC 4in1 Pro5 jest inwertorowym, synergicznym i wielofunkcyjnym źródłem spawalniczym, przeznaczonym do spawania łukowego metodą MIG/MAG, FLUX, TIG i TIG PULS prądem przemiennym (AC), stałym (DC), oraz metodą MMA (elektrodą otuloną) prądem stałym (DC) oraz przemiennym (AC). Urządzenie zostało zaprojetowane do szerokiego zakresu zastosowań: od prac konserwacyjnych, do napraw nadwozi samochodowych.
EXPERT MULTI 230 stosowany jest do lutospawania blach ocynkowanych, spawania stali nierdzewnej, stali węglowych i niskostopowych oraz aluminium. Spawanie odbywa się w osłonie gazu obojętnego, aktywnego bądź mieszanki, oraz przy odwrotnej biegunowości bez gazu.
Przy metodzie MIG/MAG mamy możliwość wyboru trybu przycisku w uchwycie, pomiędzy pracą w trybie SPOT (spawanie punktowe), 2-takt (bez blokady), 4-takt (blokada przycisku do długich spoin),S2-takt oraz S4-takt.
Funkcja TIG DC i TIG DC PULS stosowana jest do spawania stali nierdzewnej, stali węglowych i niskostopowych, miedzi oraz tytanu.
Funkcja TIG AC i TIG AC PULS: umożliwia spawanie aluminium i jego stopów oraz mosiądzu.
Dzięki regulacji parametrów spawania pulsacyjnego TIG PULS mamy wpływ na kształt spoiny i skupienie łuku. Spawanie pulsacyjne pozwala również zmniejszyć ilość ciepła dostarczanego do materiału i ma zastosowanie podczas spawania cienkich materiałów.
Przy metodzie TIG mamy możliwość wyboru funkcji przycisku w uchwycie, pomiędzy pracą w trybie 2-takt , 4-takt , SPOT oraz specjalnym trybie PRT (dwupoziomowy prąd spawania).
Zajarzenie łuku następuje w trybie z bezdotykowym (HF) lub unoszonym (LIFT). Funkcja LIFT stosowana jest w podczas spawania w środowisku o wysokim ryzyku wpływu zakłóceń elektromagnetycznych na otoczenie.
Dodatkowo źrodło posiada dedykowaną metodę TIG (SMART TIG), w której użytkownik wybiera kolejno podstawowe parametry spawalnicze. Na ich podstawie urządzenie dobiera optymalne parametry prądu spawania czy wypływu gazu osłonowego.
Czytelny i prosty w obsłudze 5-calowy dotykowy wyświetlacz LCD umożliwia regulacje parametrów spawania za pomocą fizycznych przycisków i pokręteł a także przy pomocy dotyku (ekran dotykowy).
Posiada również szereg funkcji dodatkowych, do zastosowania w specjalnych warunkach. Są to między innymi: MIX AC/DC, MULTITACK, EXTRA FUSION, Q-START, DYNAMIC ARC czy MULTIWAVE (hybrydowe charakterystyki).
Urządzenie posiada tryb ręczny (MIG MAN) oraz tryb synergiczny (MIG SYN) z możliwością regulacji:
dojazdu drutu upalania drutu korekty napięcia gazu przed spawaniem gazu po spawaniu czasu spawania punktowego indukcyjności prądu narastania/opadania
początkowy wypływ gazu osłonowego prąd początkowy czas narastania/opadania prądu prąd spawania prąd bazy prąd końcowy cykl pulsu częstotliwość pulsu balans AC częstotliwość AC końcowy wypływ gazu osłonowego
Spawanie metodą MMA (elektroda otulona), prócz wyboru rodzaju prądu (DC lub AC) jest możliwe także przy włączonej funkcji prądu pulsacyjnego (PULSE). Występują także dodatkowe funkcje:
HOT START czas HOT START ARC FORCE VRD
Urządzenie posiada rozbudowany system zapisu oraz odczytu parametrów spawania (Funkcja JOB). Ułatwia to pracę na różnych materiałach, bez konieczności ponownego ustawiania urządzenia, przy jakichkolwiek zmianach (np. gazu czy drutu). Parametry fizyczne
Urządzenie posiada układ chłodzenia wentylatorem co zdecydowanie zwiększa jego wydajność.
Układ chłodzenenia wentylatorem – uruchamiany tylko w razie potrzeby – ogranicza zanieczyszczenie wewnątrz urządzenia.
Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, nad i podnapięciowe, do pracy z generatorem prądotwórczym (+/- 15%) co zwiększa jego niezawodność. Parametry zasilania
Zasilanie jednofazowe 230V.
Urządzenie jest wyposażone we wtyczkę zasilania.
Dostawa obejmuje urządzenie z uchwytem spawalniczym MIG 24 o długości 3 metry, uchywtem TIG 26 ze zdalną regulacją (potencjometr) o długości 4 metry oraz przewodem elektrodowym i masowym o długości 3 metry. Dodatkowo w zestawie jest wężyk z szybkozłączką oraz części eksploatacyjne uchwytu TIG 26.
Cykl pulsu 5÷95% Prąd pobierany z sieci 31A Zabezpieczenie sieci zasilającej C25A Znamionowe napięcie zasilania 230V; 50-60Hz (1ph) Balans AC (-)5÷(+)5 Czas narastania prądu 0÷10 Czas opadania prądu 0÷10 Częstotliwość AC 50÷250Hz Częstotliwość pulsu 0.5÷999.0Hz Gaz po 0÷10 Gaz przed 0.1÷2.0 Moc 6.6kW Napięcie stanu jałowego 80V Prąd przy pracy 100% 145A (MIG/MAG) / 100A (MMA/TIG) Prąd przy pracy 60% 230A (MIG/MAG) / 200A (MMA/TIG) Średnica drutu aluminiowego 0.8÷1.2mm Średnica drutu do lutospawania 0.8÷1.0mm Średnica drutu samoosłonowego 0.8÷1.2mm Średnica drutu stalowego 0.6÷1.0mm Średnica drutu ze stali nierdzewnej 0.8÷1.0mm Średnica elektrody spawalniczej 1.6÷5.0mm Zakres regulacji prądu spawania 25÷230A (MIG/MAG) / 10÷200A (MMA/TIG) Rozmiar szpuli drutu D200 (2kg i 5kg) Stopień ochrony IP23S Waga urządzenia / zestawu 20/25kg Wymiary gabarytowe dł x szer x wys 795x215x435mm
To będzie już wszystko jeśli chodzi o opis techniczny produktu. Informacje zaczerpnąłem ze strony sklepu narzędziowego dom techniczny.
Sterowany mikroprocesorem inwertorowy półautomat spawalniczy 3 w do spawania metodą ( TIG/MIG/MMA) MIG-MAG, FLUX oraz lutospawania blach ocynkowanych. Prąd spawania 200A. Zasilanie 230V. Średnica drutu spawalniczego 0,6-1,0mm. Podajnik drutu 2-rolkowy. MMA/TIG. Synergia.
EXPERT MIG 201 LCD jest inwertorowym synergicznym półautomatem spawalniczym przeznaczonym do spawania łukowego metodą MIG/MAG, TIG LIFT, MMA oraz FLUX.
Prócz trybu synergicznego, źródło posiada także tryb manualny. W nim można ustawić prędkość posuwu drutu oraz napięcie łuku w pełnym zakresie.
Szybka regulacja synergiczna parametrów spawania poprzez wyświetlacz LCD, czyni urządzenie bardzo łatwym w użyciu. Wystarczy tylko ustawić podstawowe parametry takie jak rodzaj materiału czy średnica drutu, aby urządzenie dobrało optymalne wartości przed spawaniem. Użytkownik może również ustawić ręcznie długość łuku spawalniczego i dopasować wygląd spoiny do własnych potrzeb.
EXPERT MIG 201 LCD jest perfekcyjnym rozwiązaniem do szerokiego zakresu zastosowań: od prac konserwacyjnych, do napraw nadwozi samochodowych. Dzięki swojej elastyczności może spawać różnego rodzaju materiały: stal, stal nierdzewną, aluminium lub lutospawać nadwozia ocynkowane i stale wysokowytrzymałe.
Przy metodzie MIG/MAG mamy możliwość wyboru funkcji przycisku w uchwycie, pomiędzy pracą w trybie 2T (bez blokady przycisku), 4T (blokada przycisku do długich spoin), S2T (tryb 2T z ustawieniem narastania/opadania prądu oraz czasu), S4T (tryb 4T z ustawieniem narastania/opadania prądu) oraz SPOT (spawanie punktowe). Parametry fizyczne
Urządzenie posiada 2 tryby chłodzenia wentylatorem, co zdecydowanie zwiększa jego wydajność.
Urządzenie wyposażone jest w zabezpieczenie przeciw przeciążeniu, co zwiększa jego niezawodność. Parametry zasilania
Zasilanie jednofazowe.
Urządzenie jest wyposażone we wtyczkę zasilania.
Dostawa obejmuje urządzenie z uchwytem spawalniczym EURO MB15 o długości 3m, przewodem masowym 3m oraz elektrodowym 3m. W zestawie znajduje się również 3m wężyk gazowy z szybkozłączką.
Zabezpieczenie sieci zasilającej C25A Znamionowe napięcie zasilania 230 V; 50Hz (1ph) Moc 7,5 kW Prąd przy pracy 100% 127 A Prąd przy pracy 60% 200 A Średnica drutu aluminiowego 0,8 – 1,2 mm Średnica drutu do lutospawania 0,8 – 1,0 mm Średnica drutu samoosłonowego 0,8 – 1,0 mm Średnica drutu stalowego 0,6 – 1,0 mm Średnica drutu ze stali nierdzewnej 0,8 – 1,0 mm Średnica elektrody spawalniczej 1,6 – 5,0 mm Zakres regulacji prądu spawania 25 – 200 A (MIG) / 10 – 200 A (TIG/MMA) Stopień ochrony IP21S Waga 5 kg Waga urządzenia / zestawu 11 / 16 kg Wymiary gabarytowe dł x szer x wys 465x190x360 mm Wymiary opakowania dł x szer x wys 640x280x460 mm
Graba Spawanie techniką TIG bazuje na zajarzeniu łuku pośród końcem elektrody wolframowej a skrajami zespalanego metalu. Elektroda jest nietopliwa, tzn. służy jedynie do stworzenia łuku elektrycznego, który spawacz trzyma na jednakowej długości. Wartość natężenia prądu jest regulowana na źródle prądu, to znaczy spawarce inwertorowej TIG. Spoiwo tradycyjne jest osiągalne w postaci prętów o długości 1m. Zbliża się je do przedniego kantu jeziorka. Jeziorko jest otaczane za pomocą gazu obojętnego, który wypiera powietrze z obszaru łuku. Jako gaz obojętny na ogół wykorzystywany jest argon. Metoda ta daje ładny niezażurzlony i gładki spaw, a samo jarzenie łuku nie wywołuje odprysków, dzięki czemu nie potrzeba dodatkowej obróbki powierzchni spoiny.
Elektroda nietopliwa wytworzona jest z wolframu lub stopu wolframu i toru i umocowana jest w uchwycie palnika TIG. Elektrodę mocuje się w tulejce zaciskowej (o średnicy takiej samej jak elektroda) w ten sposób, aby wystawała poza dyszę gazową od kilku do kilkudziesięciu milimetrów, w zależności od parametrów w jakich spawamy. Gaz ochronny podawany jest z butli poprzez reduktor do Spawarki TIG i poprzez kanały rękojeści dociera do dyszy palnika i wylatuje ochraniająć elektrodę. W prostych spawarkach inwertorowych z funkcją Tig jak np. ARC 160C,ARC 140C, gaz ochronny podawany jest bezpośrednio z butli do uchwytu TIG z zaworkiem. Argon używa się, aby ochłodzić elektrodę, o ochraniać roztopiony metal spoiny i rozgrzany obwód spawania przed wpływem gazów utleniających z atmosfery.
Obszar najwyższej temperatury gdzie stal jest płynna tzw. jeziorko nie ma wtrąceń typu topnik, analogicznie jak na swojej przestrzeni tak i wewnątrz spoiny, i powoduje, że nie zmienia się znacząco jej skład chemiczny. Załapanie łuku w dzisiejszych spawarkach można uzyskać przez potarcie, dotyk lub w najwyższym stopniu innowacyjne technologicznie przez zbliżenie elektrody do materiału (tzw. bezdotykowe). Aby prawidłowo wykonać proces spawania trzeba dobrać odpowiednie parametry spawania, typ elektrody i drutu spawalniczego. Spawanie prądem stałym DC, z zmienną biegunowością, pozwala na spawanie wszystkich metali i ich stopów poza aluminium i stopami magnezu. Spawanie prądem przemiennym AC, pozwala na spojenie aluminium i jego stopów, przy tym typie spawania zauważa się większą niestabilność łuku, który kluczy dookoła elektrody, z tego powodu zaleca się stępienie końcówki elektrody wolframowej.
Natężenie prądu – oddziałuje na głębokości wtopu i szerokości spoiny, ale z drugiej strony wpływa na temperaturę krańca elektrody nietopliwej. Wzrost natężenia prądu spawania zwiększa głębokość wtopienia i wpłynie na przyspieszenie prędkości spawania. Nadmiernie duże natężenie niekorzystnie wpływa na spoinę, dlatego że powoduje, że koniec elektrody wolframowej ulega nadtopieniu i pojawia się zabrudzenie chemiczne w spoinie i szybsze zużycie elektrody.
Prąd łuku – determinuje w zależności od rodzaju gazu osłonowego o długości łuku i o obrysie spoiny i ściśle zależy od wykorzystanego natężenia prądu, oraz rodzaju materiału elektrody. Przyrost napięcia łuku zwiększa szerokość lica spoiny, maleje przy tym głębokość wtopienia i pogarszają się warunki osłony łuku i ciekłego metalu spoiny.
Prędkość spawania – wpływa na naprężenia w spoinie.
Elektrody nietopliwe wytwarzane są z czystego wolframu i z stopów, wytwarzane są w różnych średnicach.
WP zielone: aluminium i jego stopy, magnez i jego stopy
WX jasno zielone: stale węglowe, nierdzewne, stopy tytany, niklu i miedzi
WT20 czerwona: stale węglowe, nierdzewne, stopy tytany, niklu i miedzi
Pręty do spawania występują w postaci odcinków 1000mm o średnicach w przedziale od 1-5mm. Gatunek materiału jest uzależniony od spawanego detalu i najczęściej skład chemiczny jest nadzwyczaj zbliżony do materiału spawanego. W niektórych wypadkach stosuje się na pręty stopy metalu rodzimego.
Spawarki TIG to na ogół inwertorowe źródła prądu rozmaitej jakości i o różnym zaawansowaniu technologicznym. Oparte na tranzystorach IGBT lub MOSFET. Stąd nazwa: półautomaty spawalnicze inwertorowe.
I jeszcze mała wskazówka przy kupowaniu spawarki inwertorowej
Temat będzie dotyczył sprawności. Na jednych spawarkach sprawność na tabliczce wynosi 60% a na innych nawet 7%. I obecnie namówiłem klienta, żeby dał sobie spokój z tymi niżej 15%, a skupił się na tych 60%( Sherman ARC 200C lub ARC 160C) co w tym wszystkim chodzi? Producenci sprzętu podają maksymalne prądy, z którymi wolno spawać i tu jest elementarny problem. Jeżeli jegomość ma spawarkę 7% sprawności i da max. prąd spawania to pracuje na granicy spalenia i możliwości takiego sprzętu, nie ma tu mowy o żadnym współczynniku bezpieczeństwa.
Taka spawarka nie posłuży nam długo. Natomiast te z 60% lub nawt 35% sprawności to mogą posłużyć szmat czasu. Doświadczenie sprzedawcy to potwierdza, sprzedaję spawarki Sherman ARC 200C, ARC 160C i nie mieliśmy na nie ani jednej reklamacji.
Czołem I raz jeszcze moja wkrętarka i dopiero co nabyty komplet otwornic do metalu i drewna umilił mi życie, i mam wymówkę żeby w przyszłości zakupić coś do warsztatu. Ale od początku.
Każdy z nas uwielbia wyjść na rześkie powietrze, nie znam człowieka, który by lubił żyć w cuchnącym pomieszczeniu, pełnym pleśni i smrodu. Na razie w okresie zimowym, znaczna część krajowych domów zaczyna takie pomieszczenia przypominać. Sami tego nie czujemy, bo człek przyzwyczaja się do własnych zapachów, ale ktoś z boku od razu wyczuje nieświeże powietrze. Dzieje się tak, od czasu gdy w Polsce zaczęto wymieniać stare nieszczelne okna drewniane, na ekstra hermetyczne okna plastykowe. I tu taka mała uwaga, nasze stare bloki lub mieszkania nie były budowane z sprawnie działającym rozkładem wentylacji, gdyż niehermetyczne okna nam to zapewniały. I mamy stare pomieszczenia, schronienia z nowymi oknami i dodatkowo ściany budynków oklejone styropianem. Zechciej zrobić taki eksperyment, dwa jabłka jedno położyć na parapecie, a drugie owinąć w worek foliowy i również położyć na parapecie. Po tygodniu zobaczycie, co dzieje się z jabłkiem bez wentylacji. Podobnie jest w naszych domach. I zaczyna się pojawiać na ścianach pleśń, a jeszcze jak się, wygipsuje ściany to już zupełnie. Więc spieszą panie i panowie i kupują w sklepach chemicznych środki na pleść, na ogół na bazie podchlorynu sodu, i nie dość, że trują nas pleśnie to jeszcze chlorem trujemy się sami. A problem nie leży w tym. Co gorsza są ludzie, którzy aby zaoszczędzić na energii cieplnej zaklejają nieliczne otwory wentylacyjne, żeby ciepło nie uchodziło, zgroza. Nie tędy droga.
Ciało człowieka potrzebuje czystego powietrza (czasami wentylacja się nie sprawdza, w szczególności jak sąsiad pali śmieciami, ale to tak na marginesie) do poprawnego funkcjonowania, powietrza pozbawionego zanieczyszczeń, obfitego w tlen.
Wentylacja bazuje na dostarczeniu powietrza do pomieszczenia i usunięcia zużytego powietrza. W takim razie nie można poprzestać na nawietrzakach, lub wyłącznie kratce wentylacyjnej. O ile mamy taką kratkę.
Jeżeli jest WYJŚCIE to konieczne jest też WEJŚCIE. W starych budynkach, jeżeli jest wyłącznie kratka w ubikacji i kuchni to powinno się w każdym oknie zainstalować nawietrzaki i w drzwiach pomiędzy pokojami, nawiercić otwory, aby powietrze mogło się swobodnie przemieszczać. Ja uczyniłem tak w wszystkich drzwiach i oknach i problem znikł. Wystarczy wkrętarką akumulatorową za pomocą otwornicy do drewna i metalu zrobić otwory i zamaskować je rozetami z tworzywa, są takie otwornice do metalu w kompletach albo na sztuki.
Wybrać trzeba średnicę otwornicy ociupinę większą od rozetek. Wygląda to estetycznie i jest funkcjonalne. Jest trochę zimniej, ale wystarczy się troszkę cieplej ubrać i delektować świerzym powietrzem i nie zapominać o spacerach i wietrzeniu przed spaniem.
Pompy z serii KBFU firmy IBO są przeznaczone do użytku przy profesjonalnych pracach odwodnieniowych oraz wszędzie tam, gdzie występuje ryzyko, że w przepompowywanej wodzie będzie piach lub szlam. Ten model charakteryzuje się solidną konstrukcją, ponieważ wykonany jest ze stali nierdzewnej AISI 316, a wirnik ze stali wzmacnianej włóknem szklanym. W celu zapewnienia szczelności użyto podwójnej dławicy mechanicznej. Dzięki obudowie w postaci płaszcza chłodzącego pompy te mogą pracować zanurzone tylko częściowo. A gwintowany króciec tłoczny umożliwia łatwe podłączenie węża tłocznego za pomocą opaski zaciskowej lub szybkozłącza. Zastosowanie:
odwadnianie zalanych budynków, domów, garaży, lokali i placów budowy, pompowanie wód deszczowych i powierzchniowych ze stawów, jezior czy rzek, nawodnienia, kopalnie i kamieniołomy.
Dłuższa praca pomp z serii KBFU
Pompa 50-KBFU-0,75 INOX posiada włącznik pływakowy, który chroni przed suchobiegiem, a w uzwojeniu silnika ma wbudowane termiczne zabezpieczenie. Dzięki tym zabiegom pompa będzie działała dłużej i z mniejszym ryzykiem przegrzania. Model pompy 50-KBFU-0,75 INOX został wyposażony w silnik jednofazowy o mocy 750W, gwarantuje nam wydajność maksymalną 300l/min oraz podnoszenie maksymalne 16m. Dodatkowym atutem tylko tego modelu jest możliwość odpompowania wody do 9cm. Przyda się to, szczególnie gdy zależeć nam będzie na pozbyciu się jak największej ilości wody.
Cechy produktu Parametry pompy Moc silnika znamionowa [kW] 0,75 Natężenie prądu [A] 4,8 Napięcie [V] 230 Wydajność maksymalna [l/min] 300 Wysokość podnoszenia maksymalna [m] 16 Króciec tłoczny DN50 (2″) Długość przewodu [m] 8 Wirniki stal nierdzewna Producent IBO Gwarancja 24 miesiące Średnica pompy [mm] 240 Wysokość pompy [mm] 400 Waga [kg] 13,8
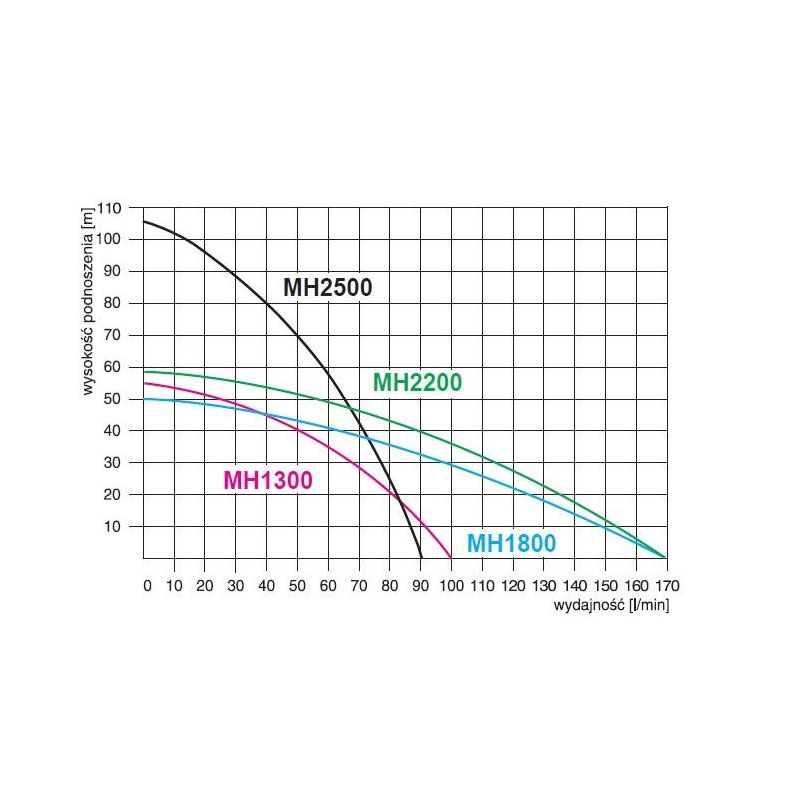
Wielostopniowe pompy nawierzchniowe przeznaczone są do zaopatrywania w wodę budynków mieszkalnych, podnoszenia ciśnienia w instalacjach. Ze względu na wysokie parametry hydrauliczne z powodzeniem stosowane są również w gospodarstwach rolnych, zakładach przemysłowych, systemach nawodnieni, przydomowych ogrodach, czy też na terenach ogródków działkowych
Wydajność maksymalna [l/min] 90 Wysokość podnoszenia maksymalna [m] 105 czyli na wyjściu daje 105Bar. trzeba stosować sterowniki do pomp – https://domtechniczny24.pl/sterowniki-do-pomp.html Moc silnika [kW] 2,5
Napięcie [V] 230 Króciec tłoczny1″x1″
Pompy szeroko stosowane w rolnictwie do zasilania w wodę instalacji wody zimnej. W zależności od modelu dobieramy wydajność i ciśnienie robocze: